

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Brief inligting en industrie oorskou van staat metal:

Met die ontwikkeling van die outomatiese, kommunikasie, IT en daglige hardware-produksie-industries, staat metal-verwerking het vermeerder populaar geword, en verstaan staat metal-verwerking het meer nodig geword.
2. Die operasie van manuele of mekaniese gemaak van metal bladsye, profiele en pype in deels met 'n sekere vorm, grootte en presies word staat metal verwerking genoem; Dit is vaste gebruik in die produksie van ventilasie, air conditioning ducts en hulle komponente.
3. Staat metal dele is meeste gemaak van metal staat en pipe-fittings. Dus hul liggewig, hoë krag en sterkte, kan die vorm arbitrarië kompleks wees, lae materiale verbreiding, geen benodig vir mekaniese verwerking en gelukkige grootte, word hulle heeltemal gebruik in daglike lewe en industriele produksie, soos barrels, basins, ventilasie-ducts, materiële verskuiwende pipelyne, outomatiese dekkerverwerking, ensfh. In addition, they can also be applied to external repair work of automobiles.
4. Metal staat verwerking verwys gewoonlik na metodes soos shearing, bending, roling en omdraai forming. Algemeen praat, die proses van gebruik van molde om verskillende deformasie prosesse te voltooi is genoem staat Metal Stamping, terwyl die proses van hand of mekaniese formering staat metal is noem staat metal verwerking.
Staat metal material:
1. Elektroliet plate: SECC (N) (vingerafdruk resistant plate), SECC (P), DX1, DX2, SECD (strek plate). Material hardheid: HRB50+- 5, tensiel plate: HRB32~37
2. Koed role plate: SPCC, SPCD (strek plate), 08F, 20, 25, Q235-A, CRS. Material hardheid: HRB50+- 5, tensiel plate: HRB32 ~37.
3. Aluminium plate; AL, AL (1035), AL (6063), AL (5052), ens.
4. Ongeldige staal plate: Sus, SuS301 (302303304), 2Cr13, 1Cr18Ni9Ti, ens.
5. Ander gemeenskaplik gebruikte materiale inkluit: suiwer koper plate (T1, T2), hot-rolled plate, spring steel plate, aluminum sink plate, aluminum profiele ensfh.
Staat metal verwerking teknologie:
Die staat metal-verwerking-teknologie kan basies gedeel word in: merk, knip, vou, rolling (bending), bending, biting of welding, flange maak en flange installasie prosesse. Hierdie artikel introduseer hoofsaaklik prosesse soos merking, roling, vouing, biting en bending.
Teken 'n lyn
1. Die meeste staat metal dele word gemaak van plat metal plate, sodat dit nodig is om die werklike oorspronklike dimensies van die staat metal dele in 'n plat vorm op die metal plate te trek, wat genoem word oopmaak teken.
2. Volgens die oopgemaakte eienskappe van die oortjie van die konstituent dele is daar twee tipes: uitbreiding van oortjies en nie uitbreiding van oortjies.
3. Die oortjie van die komponent kan heeltemal plat wees op 'n platte oortjie sonder om te treur of te treur, en hierdie tipe oortjie word 'n verskuif oortjie genoem. Planee, sylinders en kones behoort aan verwyderbare surfaces. As die oortjie van 'n deel natuurlik nie geflik word en uitsprei word op 'n platte oortjie, word dit genoem 'n ongedekbare oortjie, soos die oortjie van 'n sfer, 'n sirkelike ring en 'n heliese oortjie, wat net omtrent ongevul kan word.
( 2 ) - Staat metal verwerking metode
1. Kies uit: Kies uit is die proses van uitknip van materiale in die verwagte vorm volgens oopgemaak. Daar is baie metodes vir die knip van materiale, wat kan deel word in knip, punting en laser knip volgens die tipe en werksprinsipel van die masjien gereedskap.
1. 1 Kies uit - Gebruik 'n knip masjien na knip die verwagte vorm. Die presisie kan 0.2mm of bo bereik, hoofsaaklik gebruik word vir strip knip of rein materiale knip.
1. 2 Punting en knip - Gebruik 'n CNC punting masjien (NC) of 'n gewone punting masjien vir knip. Beide uitsnitting metodes kan 'n presies van meer 0,1mm bereik, maar die vorige het uitsnitting merke en relativief lae effektiviteit tydens uitsnitting, terwyl die laaste het hoë effektiviteit maar hoë enkele koste, maak dit geskik vir groot skaal produksie.
1.2 Daar is heeltemal twee tipe CNC punking masjiene: Tailifu en AMADA.
1.2.2' n Gewone punk druk gebruik die beweging van bo en onder molde om die benodige vorm van die materiaal uit te punt met 'n aflaai dood te gebruik. Gewone punting masjiene moet algemeen ooreenkomstig word met 'n skreeping masjien om die benodig vorm uit te punt, dit is, na die knip van die strip materiaal met die skreeping masjien, die punting masjien kan die benodig materiaal vorm uitpunt.
1.3 Laser knip - gebruik laser knip toestellings om voortdurende die staat metal te knip om die verwagte vorm van die materiaal te kry. Sy karakteristiek is hoë presisie en die moontlik om dele te proses met baie komplekse vorms, maar die proses koste is relativief hoog.
2. Formering:
Staat metal formering is 'n groot verwerking metode in staat metal verwerking. Formering kan in twee tipes gedeel word: hand formering en masjien formering. Handformering word dikwels gebruik as 'n supplementeerde verwerking of eindelike werk en is selfs werk. Maar wanneer sommige materiale met komplekse vorms verwerk of voorskyn na deformasie, is die handforming nog indispensaabel. Name Die volgende metodes word heeltemal gebruik: bending, randing, trimming, arching, curling en skaping.
Ons bespreek die masjien wat hier formeer: bending formering, stamping formering.
2 Die formeerde presies van bending kan 0.1mm bereik.
2.2 Stamp Forming - Gebruik van die krag genereer deur die motor gedraai vliegwiel om die boonste mold te dryf, gekombineer met die relatiewe vorm van die boonste en onderste molde, word die staat metal deformeerd om die verwerking en formering van die dele te bereik. Die presies van stamping formering kan oor 0.1mm bereik. Punting masjiene kan deel word in gewone punting masjiene en hoë-spoed punting masjiene.
Name
Ventilasie ducts en komponente gemaak van metal bladsye kan wees verbind met metodes soos biet joint verbinding, rivet verbinding, welding, etc. Hierdie artikel introduseer hoofsaaklik bitverbindings.
Voeg en biet die rande van twee stukke staat metal (of beide kante van 'n stuk materiel) saam en druk hulle tig teen mekaar. Hierdie verbinding metode word genoem biting (seam). Staat metal verbinding is die proses van koppeling van verskillende dele saam in 'n sekere manier om die gewens produkt te kry. Staat metal verbindings kan wees gedeel in welding, rivier, gedraai verbindings, ens.
Bit verbinding
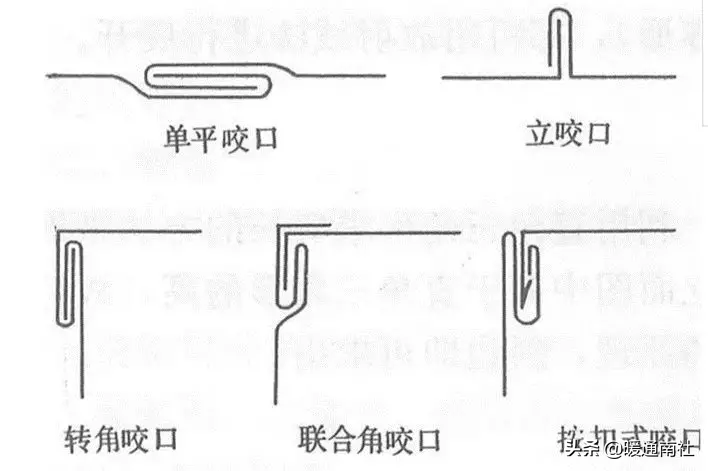
1. Tipe biete
Name
2. Toepassing van Bit
Verskeie tipes biete word heeltemal gebruik in die volgende areas:
(1) Eenvoudige plat biet word gebruik vir die splitting van die seëls van borde, lengte sluitingssels van ducte of komponente.
(2) Eenvoudige biet word gebruik vir sirkelaar bende, terug en buite bende en horisontaal selle van lughoute.
(3) Hoeke-biting, joint hoek-biting en slap op biting word gebruik vir lengte sluiting-koppelinge en rektangulêre elboë van rektangulêre ducte of komponente, en hoek-koppelinge van tande.
( 2 ) - Bit wydte en toegang
Die wydte van die biet afhang van die dikheid van die pyp aanpassings, soos in Tabel 8-1 vertoon word.
Die grootte van biet toegelaat is verwante met biet wydte, oorvloupende lage en die masjien gebruik word.
2. Vir enkele plat biet, enkele vertikale biet en hoek biet, is die hoeveelheid wat oorgebly is op een bord gelyk aan die biet wydte, terwyl die hoeveelheid wat oorgebly is op die ander bord is twee keer die biet wydte. Daarom is die biet hou gelyk aan drie maal die biet wydte.
3. Vir joint hoek biet, laat 'n hoeveelheid gelyk a an die biet wydte op een bord en drie maal die biet wydte op die ander bord, wat resultaat in 'n totaal houding van vier maal die biet wydte.
4. Die biet toegelaat moet op beide kante van die bord, soos nodig is, oorgebly word.
Biete kan hand of mekanieke gedoen word.
1. Hand bit
Die handvatsel biting proses is soos volg:
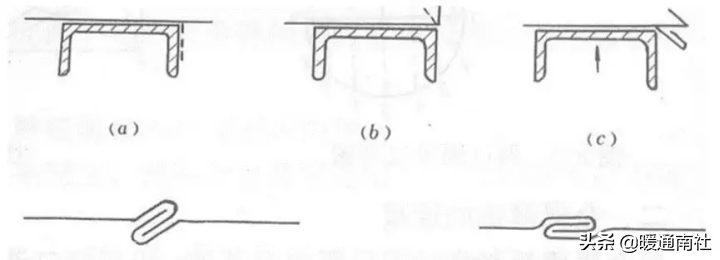
(1) Die verwerking van 'n enkele plat biet (soos vertoon in die figuur onder) involvert die plaasïng van 'n plate met voor geteken seem bending lyne op die kanaal staal, wat die seem bending lyne met die kante van die kanaal staal gelyk word
(1) Bietmasjiene insluit lineêre biet masjiene en elboog biet masjiene, wat die biet formeer van vierkant, reghoeke, sirkelvormige pype, elboog, teene en veranderlike diameterpipe. Die biet-vorm is presies, die grootte is vlak, die grootte is konsistent, en die produktiviteit is hoog. Hulle word vaste gebruik in die prosessering van lugkondisiëring en ventilasie-ducts.
(2) Die proses van biet wat mekaniese biet formeer is om die staat metal deur veelvuldige paar van roteerde rolers met verskillende groove vorms te verbygaan, gradief die kurvature van die staat rand van klein na groot en gradief dit te formeer.
(3) Wanneer sirkellike lugdukke van staat metal maak, is dit nodig om die staat metal te rol en te bend. Wanneer reghoeke ducte maak, is dit nodig om die staat metal vierkant te voeg.
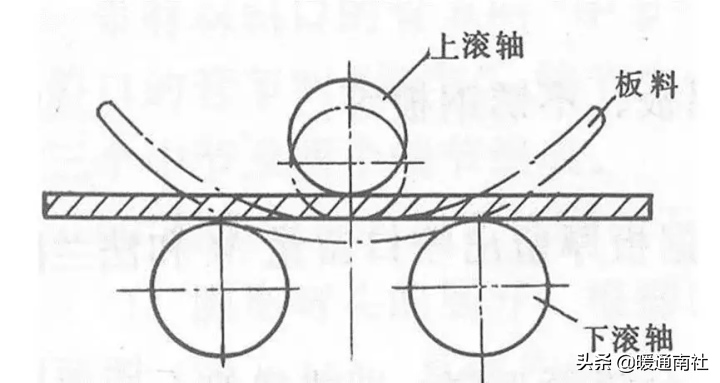
Die metode om die staat metal te bend deur 'n roteerde roler genoem word roling, ook bekend as rotering.
1. Basiese prinsipe: Die basiese prinsipe van roling en bending is vertoon in die figuur. Die staat metal is plaas op die onder roler, en die afstand tussen die boonste en onder rolers kan wees aangepas. Wanneer die afstand minder is as die dikheid van die staat metal, sal die staat metal bend, wat genoem word kompressie bending. As voortdurende rol, die staat metal vorm 'n glade kurvature binne die omvang wat dit is rol tot (maar die twee einde van die staat metal is nog reg vanweë die onvloedigheid na rol, en moet wees verwyder wanneer die deel formeer. So die esensie van roling is voortdurende bending.
3.1 Welding kan in: CO2 welding, Ar welding, resistance welding, etc
3.1 CO2 welding toestelling is hoofsaaklik deel in robot CO2 welding masjiene en hand CO2 welding masjiene.
3.1
3.1 Die gereedskap het heeltemal die Songxing reeks, Qilong reeks, etc.
3.2 Riveting kan deel word binne: druk rivier verbinding en rivier verbinding ensfh. Gemeenlike rivier-gereedskap het rivier-masjiene, rivier-guns en POP-rivier-guns.
3.2.1 Verwyder verbinding is die proses van druk van skruiwe en nuts in die werksstuk sodat hulle kan verbind word met ander dele deur drukke.
3.2.2 Rivet verbinding is die gebruik van riviere om twee komponente saam te trek en te rivier.
Grootgesig behandeling:
Die dekoratiewe en beskerming effekte van oorspronklike behandeling op produktoorspronkte word herken deur baie industries. In die staat metal industrie, die oorspronklike behandeling metodes wat gewoonlik gebruik word, is elektroplating, spraying en ander oorspronklike behandeling metodes.
1. Elektroplating is gedeel in: galvaniseering (kleur sink, wit sink, blou sink, swart sink), nikel plating, chrome plating, ens;
Die hooffunksie is om 'n beskermde laag te formeer op die oortjie van die materiel, wat speel 'n beskermde en dekoratiewe rol;
2. Spray skildering is deel in twee tipes: spray skildering en powder spray. Na die voorafbehandeling van die materiël word die koet uitgespring op die grootte van die werkdruk met 'n spray gun en gas, wat 'n koet op die grootte van die werkdruk formeer. Na droog, speel dit 'n beskermde rol;
Handgemaak bend pipe
In nie bending-toestellings of enkele stuk klein batch-produksie is die aantal bende klein, maak dit onkonomiese om bending-molde te maak. In hierdie geval word die handbending gebruik. Die hoofprosesse van hand bending insluit sandvulling, merking, warming en bending.
(1) Wanneer die eie pype met sandvulling bend, word die volgende hoofmetodes gebruik om die deformasie van die staal pyp-seksie te voorkom: die pyp met vullers opvul (soos quartz sand, rosin en lae melting punt alloys). Vir grootter diameter staal pipes word sand generelik gebruik. Voor sand opvul, inplak een einde van die staal pipe met 'n konisiese hout stopper. Daar is 'n luguitloop gat op die hout stopper om die lug binne in die pyp te laat toe om vry te verlos wanneer gevarm en uitgevou is. Na sand opvul, plak ook die ander einde van die pyp met 'n hout stopper. En die sand wat in die steel-pyp gelaai is, moet rein, droog en sterk wees.
Vir staal pipe met groter diameters, wanneer dit is onmoontlik om hout inproppe te gebruik, staal inprop plate kan gebruik word.
( 2 ) Teken 'n lyn om die warming lengte van die staal pipe te bepaal
(3) Hitting kan gedoen word deur te gebruik van kaal, kok, koel gas of swaar olie as breed. Hitting moet stadige en uniforme wees, en die warmtemperatuur vir gewone karbonstaal is algemeen omtrent 1050 °C. Koed bending is gebruik vir sterk staal en lig staal pipes.
(4) Die bent en warm staal pipe kan op 'n hand bending toestel bend word.
Hoofbend pyp
Hoor bent pyp is 'n tipe pyp wat terug gebreek word langs die gegooi deur te gebruik 'n kern skaft op 'n pyp bending masjien. Die funksie van die kjerneskaft is na voorkom deformasie van die kruisseksie wanneer die pyp is gebreek. Die vorms van kjerneshafts insluit rondom kop, aanwys kop, spoon vorm, een-weg joint, universele joint en fleksibel shaft.
Die kwaliteit van 'n kern bent pyp afhang van die vorm, grootte en posisie van die kern skaft wat in die pyp uitbrei.
Korrels bend pyp
Onbekende bending pyp is 'n metode om die deformasie van die staal pyp-seksie te beheer deur die omgekeerde deformasie metode op 'n bending masjien te gebruik. Dit veroorsaak 'n sekere hoeveelheid omgekeerde deformasie om aan die staal pyp toe te word voor die bending deformasie-sone te ingaan, sodat die buitenste kant van die staal pyp buitenste voortgaan om die deformasie van die staal pyp-seksie te verwyder of verduur deur die kwaliteit van die bend pyp te verseker.
Ongelees gebreekte pype word vaste gebruik. Wanneer die bending radius van die staal pipe groter is as 1,5 maal die diameter van die pyp, word korrelse bende algemeen gebruik. Hoor bent pype word slegs gebruik vir staal pype met groter diameters en tynner muur dikheid.
In addition, there are methods of bending pipes such as top pressure bending, medium frequency bending, flam bending and extrusion bending.
Steel pipe
Daar is twee tipe staal-pype: sonderlik staal-pype en gewelde staal-pype.
( 1 )
Symlike staal-pype word deel in warm-role pype, koud getreke pype, uitgegooi pype, ens. Volgens die kruisseksionele vorm is daar twee tipes: sirkelaar en ongeregtig. Ongewone staal pipes insluit vierkant, oval, triangular, sterre vorm, ensfh. Volgens verskillende doels is daar dikke geweld en tyn geweld tubes, en tyn geweld tubes is gewoonlik gebruik vir staat metal dele.
( 2 ) - Gewelde staal pipe
Gewelde staal-pyp, ook bekend soos gewelde staal-pyp, word gemaak deur gewelde staal-stripe en kom in twee tipe: geweld en nie gegalvaniseer nie. Die vorige is wit yster-pyp genoem, en die laaste is swart yster-pyp genoem.
Die spesifikasie van staal pype word uitgevoer in metriese stelsel as buitenste diameter en muur dikheid en in inperiële stelsel as binneste diameter (duimme).
Die groottemerking metode vir staal pipes is: buitenste diameter, muur dikheid en lengte, soos pyp D60106000
Verbinding metode van staat metal dele:
Staat metal dele is gemaak van baie komponente wat moet wees verbind in 'n sekere manier om 'n volledige produkt te vorm. Die gewoonlik gebruikte verbinding metodes inkluit welding, riviering, drukke verbinding en uitbreiding saam. Die verbinding tussen staal pipes aanvaar ook die bo-mentioneerde metodes. Aangaande welding, rivier en gedraai verbindings
Uitbreidingskoppel is 'n verbinding metode wat die deformasie van staal pipe en pipe plate gebruik om seël en vinniging te bereik. Dit kan mekaniese, eksplodiewe en hydrauliese metodes gebruik om die diameter van die staal pipe te uitbrei, veroorsaak plastike deformasie van die staal pipe en elastiese deformasie van die tube plate gatmuur. Deur die hergebruik van die tube plate gatmuur te gebruik om radiale druk na die staal pipe te wend, het die koppel tussen die staal pipe en die tube plate genoeg uitbreidingskrag (trek krag), bevestig dat die staal pipe nie uit die tub gat sal uittrek word wanneer die koppel werk (onder krag). In dieselfde tyd moet dit ook goeie seëling sterkte (drukkresistans) hê om te verseker dat die middel binne die voorwerp nie uit die koppel onder werksdruk sal uitspring nie.







