English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

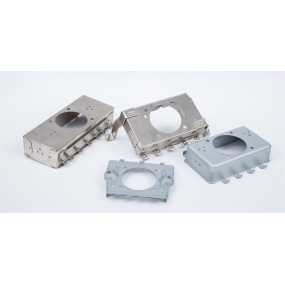
Staat metal verwerking teknologie: volgens die basiese verwerking metodes van staat metal dele, insluitend knip, bending, strek, formeer en welding. Staat metal verwerking teknologie: volgens die basiese verwerking metodes van staat metal dele, insluitend knip, bending, strek, formeer en welding.
Cutting: Cutting kan wees deel in algemene punting, numeriese punting, shearing masjien knip, laser knip, en wind knip volgens verskillende prosesseringmetodes. Dus verskillende prosesseringmetodes, verander ook die prosesseringteknologie van knip. Die hoofde uitsnitting metodes vir staat metal verwerking is punting en laser uitsnitting. Wanneer gebeek materiale, word die buitenste laag uitgestrek terwyl die binneste laag in die rondte hoek area gekomprimeer is. Wanneer die dikheid van die materiaal konstante is, die kleiner die binneste, die harder die uitstreking en komprimering van die materiaal; Wanneer die tensiele stres op die buitenste vloek die ultimate krag van die materiël, krakke en frakturke sal voorkom. Daarom moet die strukturele ontwerp van bent dele oorvloedig klein bending vloei radii verdwyn.
Streek: Die vulling radius tussen die onderkant van die uitstrekking deel en die regte muur moet groter wees as die plate dikheid, t.d. r1t. Om die uitstrekking proses glater t e maak, r1=(3- 5) t word gewonlik geneem geneem, en die maksimum vulling radius moet minder wees as of gelyk as 8 maal die plate dikheid, t.d. r18t. Die dikheid van die uitgestrekde materiaal sal verander vanweë die verskillende vlakke van stress wat op verskillende liggings gebruik word. Algemeen praat, die onderkant sentrum bewaar sy oorspronklike grade, die materiel by die rondte hoeke van die onderkant word tynner, die materiel naby die flange by die boonste word dikker, en die materiel by die rondte hoeke rondom die rektangel uitstrekking deel word dikker.

Formeer: Druk ribe op platevorm metal dele help om strukturele rigiditeit te vermeerder. Gewoonlik word gewoonlik gebruik op verskillende dekke of kasings vir ventilasie en warm dissipasie. Die formeermetode is om die materiel met een rand van die konveks mold te knip, terwyl die res van die konveks gemaak simultaan uitstrek en deformeer die materiel om 'n ongelukende vorm te formeer met een rand oop.
Welding: Welding metodes is heeltemal book welding, slag welding, gas welding, plasma book welding, fusion welding, druk welding en breding. Welding van staat metal produksies is heeltemal book welding en gaswelding. Arkwelding het fleksibiliteit, maneurbaarheid en wyde toepassing, en kan gebruik word vir alle posisie welding; Die gebruikte gereedskap het die voordeel van eenvoudigheid, goeie durability en lae onderhouerkoste. Maar die arbeidintensiteit is hoog en die kwaliteit is nie stabil genoeg nie, wat afhang van die operator se vlak. Die vlam temperatuur en eienskappe van gass wat vir die kabelssteel, klein klein kley steel, klein klein steel, klein steel, en nie- klein kleur kleur kleur lêers soos kopper en aluminum en nie- klein kleur lêers soos kopper en aluminum wat is suitable vir die welding met 'n diameter van 3m of meer van meer is aangepas. Die arc geweld waarde die waarde van 3m of meer kan aangepas word. Die arc geweld waarde die waarde het 'n grote waarde gegevloekte zone, en die heat is nie so gekonsentreer soos die arc en nie as die kopper en aluminium gemaak gemaak. Dit gebruik word vir die welen aanvaar by die produksieplant of die produksieleveringsligging wat deur Party A aangestel is. Die resultate moet bestaan word, en die eindelike resultate moet gebaseer word op die eindelike bestemming.
Aanvankingskriterie:
Die platheid van die onderkant en ander kante van die boks is 1mm.
2. Die vertikaliteit van die voorkant en agterkant of links en regterkant verhoegings van die boks liggaam relatief na die onderkant oortjie is 1mm.
3. Die parallelisme tussen die bo-en onderste oortjies van die paneel is 0.5mm, en die perpendikulariteit tussen die kant en onderste oortjies is 0.5mm.
Na die paneel is geïnstalleer in die boks, dit moet vertikaal en reg wees, met 'n perpendikaliteit van 0.5mm tussen sy kant en die onderkant van die boks, en 'n parallelisme van 0.5mm tussen die onderkant en die onderkant van die boks.
5. Wanneer die inprop raam van die sirkel bord of chassis installeer is, is dit nodig om 'n ligging te gebruik om die sirkel bord of chassis vir samekoms te simuleer. Die ligging moet gelukkig ingevoeg en verwyder word van die inprop boks, en na gevoeg in die inprop boks, moet dit sekerlik bygevoeg word sonder vlief of lossing. Harde verbind verbindings moet presies gelyk word en ingevoeg en verwyder sonder enige abnormale obstruksie.