English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

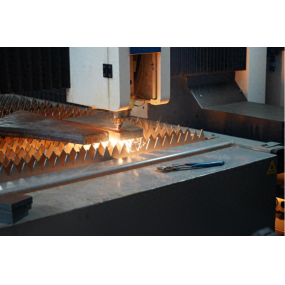
Metal-stamping dele het die voordeel van ligte gewig, duine dikheid en goeie rigiditeit. Hulle dimensjonale toleransie is verseker deur molde en gewoonlik het nie mekaniese knip voor gebruik nodig nie. Die proses en gereedskap van stampingsdele is permanent ontwikkeling. In addition to the traditional use of press machines and steel molds to manufacture stamping parts, various special stamping forming processes such as hydraulic forming, spinning forming, superplastic forming, explosive forming, electrohydrodynamic forming, and electromagnetic forming are also rapidly ontwikkeling, raising the level of stamping technology to a new height.
In die produksie van Metal Stamping dele is daar 'n paar gedetale kennis en inhoud, sodat ons dit moet leer, verstaan en meester om 'n komplette en gedetale verstanding van stamping deel produksie te hê en kan praktiese operasies goed uitvoer om hoë-kwaliteit stamping dele te produseer met uiteindelike aansoek-prestasie. Vir nou kan die produksieproses van metal stamping dele hoofsaaklik in vier dele deel word:
1. Regverdig en regverdig bevestig die deformasie kompensering hoeveelheid van stampelde dele gebaseer op die gebruikte materiaal en die produktstruktuur.
2. Baseer op die bevestige kompensering hoeveelheid, plan die relevante molde en dan uitslaan semi-klaar of klaar produkte. Volgens die proses benodigte, proses die semi-voltooide produkte in voltooide produkte.
4. Verder verwerking van stampede semi-voltooide of voltooide produksies beteken hoofsaaklik toegang vir enige defekte of noodsaaklike fenomene soos kruip, trek en kruik. Ook of die dikheid van die produkt uniforme is en of sy gemaak effek uitgewend is. As daar enige probleme is, moet hulle met en opgelos word op 'n tydelik manier.
In addition, regarding the tapping and threading processing in the production process of metal stamping parts, it involves mainly two aspects: internal threads and external threads. Aangaande die interne gedragte, is dit algemeen nodig om die diameter van die onderkant gat te dryf en masjien daarop te doen. As vir die grootte van die onderkant gat, is dit heeltemal bepaal gebaseer op die gedragspesifikasie. As vir eksterne drukke, kan hulle masjien wees met 'n drukkeknier of gedraai word met 'n dood. In addition, during this process, attention should be paid to some detailed issues, such as inconsistent scales and unqualified thread gauge inspections.
Hierdie artikel is van EMAR Mold Co., Ltd. Vir meer EMAR verwante inligting, klik asseblief op www.sjt-ic.com,