

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

What is a sheet metal part? Staat metal dele is 'n kompenseerde koue werksproses vir metal bladsye (gewoonlik minder as 6mm), wat insluit knip, punting/knip/komposit, vouing, welding, riviering, splicing en formeer om komponente te produseer

Eienskappe:
1. Uniforme dikheid. Vir 'n deel is die dikheid van alle dele bestaan
2. Ligte gewig, hoë krag, gedragtigheid, lae koste en goeie prestasie in groot skaal produksie
Verwerking teknologie
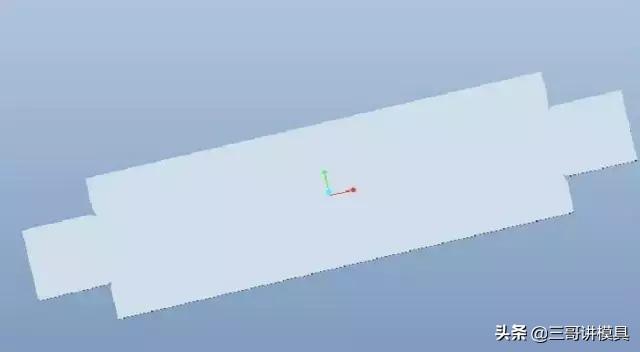
1. Kies
Die gereedskap wat gebruik word in die shearing proses is 'n shearing masjien, wat kan 'n metal staat in' n basiese vorm knip. Sy voordeel inkluit lae proses koste; Ontbrekinge: Die presisie is gemiddelde, daar is verbrandings in die knippe, en die knippe vorm is enkel, almal daarvan is eenvoudige reghoeke of ander eenvoudige vorms gemeenskap van regte lyn.
Voordat uitknip, is dit nodig om die ongeoulde grootte van die dele te bereken. Die ongeoulde grootte is verwante met die bending radius, bending hoek, staat materiël en staat dikheid.
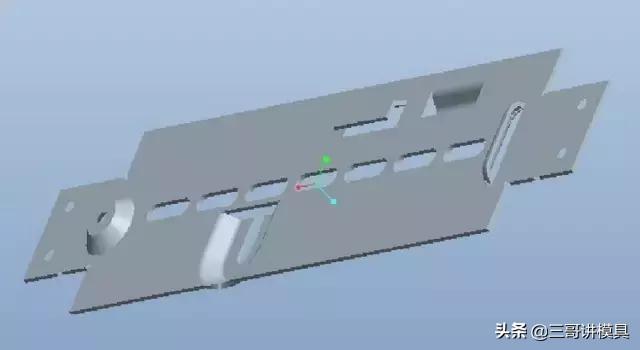
2. Rush
Die gereedskap vir punting proses is 'n punting masjien, wat kan verder proses en vorm die knip materiaal. Verskillende vorms benodig verskillende molde, gemeenskaplike molde insluit ronde holte, verlengte holte en verdrukkings; Hoog presisie.
Bos: Die materiaal moet nie verwyder word nie, en die hoogte van die baas is beperk, wat verwanter is met die materiaal van die bord, die dikheid van die bord, en die hoek van die baas helding.
Daar is baie tipe voorstellings, insluitend warm verspreiding holle, installasie holle, ensfh. Dus die influens van bending, sal die afstand tussen die rand van die ontwerp gat en die rand van die bord en die bending rand beperk word
3. Laser knip
Verwerking gereedskap: laser knip masjien
Vir materiale wat nie verwyder kan word deur uitknip of punting prosesse, of vir plate met hoë moeilikheid wat voorspoedig is na verdamming van die mold, soos dié met ronde hoeke, of wanneer daar geen gereed gemaak gemaak gemaak is om die benodig vorm te stamp nie, kan laser uitsnitting gebruik word om die forming van die materiël te voltooi voor bending te maak
voorwaardes: Knip sonder verbrandings, hoë presisie, in staat om enige vorm te knip, soos blare, blomme, ensfh. Deaktiveer: Hoë proses koste
4. Bending

Verwerking gereedskap: bending machine, rolling machine
Hulle kan vloei of rol metal bladsye in die verwagte vorm, wat is die formeerproses van komponente; Die proses van formering van die verwagte vorm deur koud druk van 'n metal staat met die boonste en onderste blade van 'n bending masjien genoem word bending.
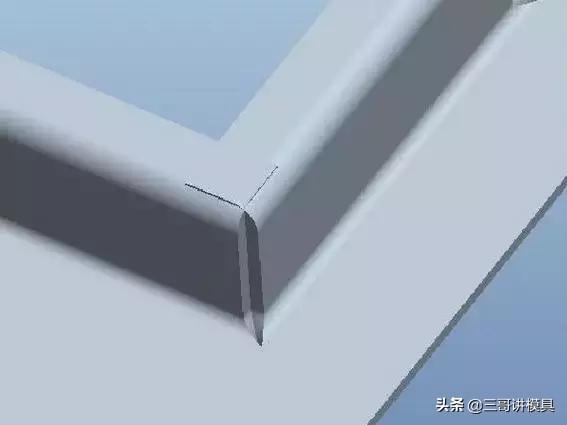
Binding is die eindelike stap in die formering van staat metal dele, en daar is verskeie punte om aandag te betaal na wanneer die dele kan oopgemaak word en in vorm bend word. Onderonder, die redigeerder sal hulle verduidelik aan almal.
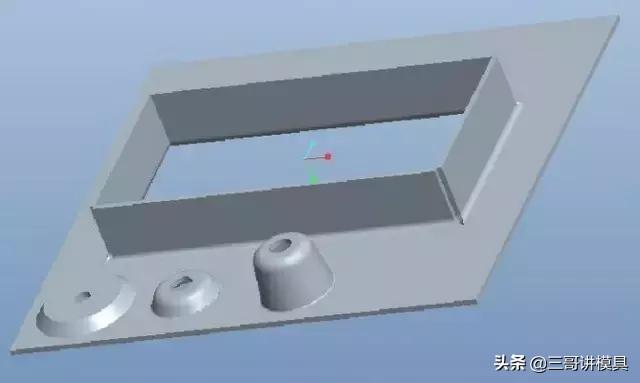
1. Materiële kortpad, soos in die figuur onder vertoon word. Die protrusion is te hoog en oorsaak die ductiliteit van die materiël. Die protrusion word gewoonlik gebruik om die installasie grootte te vermeerder of installasie konflikte te te verdwyn. Daarom moet die protrusion gemaak word sonder om die interne struktuur van die materiël te verander en die strukturele sterkte te verander. Byvoorbeeld, die hoek tussen die konveks koning en die verwysing vliegvlak is 45, en die hoogte is 3 maal die dikheid van die plat
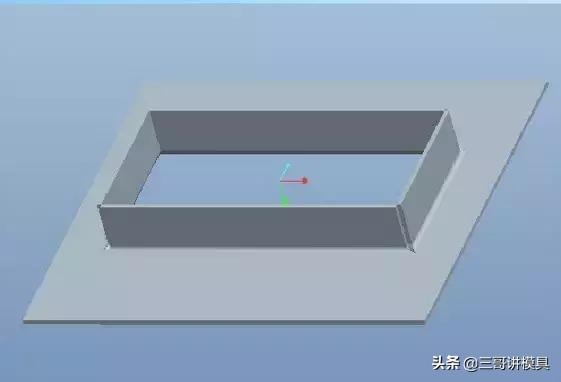
2. Redundant materiales: Redundant materiales het dikwels veelvuldige gesluit bending kante, wat dikwels veroorsaak word deur proses foute of teken foute
3. Bending beperkinge: Die meeste bending masjiene het sekere beperkinge op bending
Unilateral hoogte: The size of the bending machine and the height of the cutting edge can be determined by using a multi sided large angle bending method
Bilaterale hoogte: nie groter as die maksimale hoogte van een kant nie. In addition to all restrictions on the height of one side, it is also limited by the bottom edge: bending height 4. As staat metal dele word gevorm deur 'n tyn metal staat te bend, word die kontak tussen die bent kante nie geseël en daar is geen rigte verbinding nie. As nie behandel word, sal dit effekteer die sterkte. Die gewoonlike behandeling metode word welding. Die tekniske benodighede op die teken inkluit: welding hoek, welding hoek en ronding 5. Grootgesig behandeling Dus die duine dikheid van staat metal dele, is hulle nie geskik vir warm- dip galvaniseering nie. Gewone oorspronklike behandeling metodes insluit fosfat en elektrostatiese spraying, en die kleur verander met die projek. Hierdie proses is geskik vir swart dele met ongestelde oorspronklikheid. Dis alles vir die staat metal dele en sommige van hulle verwerking teknike, het julle almal oor hulle geleer? As jy 'n vraag het, s ê dit asb. in die kommentaar artikel onder. Laat ons saam kommunikaseer en bespreek!








