English
English Spanish
Spanish French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

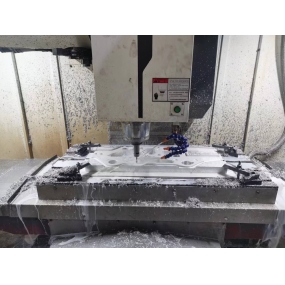
وكما نعلم جميعا ، في مجال الطيران ، من أجل الحد من الوزن من مكونات الطائرات نفسها ، وسوف تستخدم على نطاق واسع من سبائك الألومنيوم . ومع ذلك ، في الدقة بالقطع من سبائك الألومنيوم ، بسبب ارتفاع معامل التمدد الحراري من المواد ، فإنه من السهل جدا أن تشوه في عملية رقيقة الجدار بالقطع ، وخاصة عندما تستخدم فارغة خالية من تزوير ، بالقطع بدل كبير ، تشوه المشكلة أكثر بروزا .
أسباب تشوه بالقطع
في الواقع ، هناك العديد من الأسباب التي تشوه سبائك الألومنيوم أجزاء ، والتي هي ذات الصلة إلى المواد ، شكل أجزاء و ظروف الإنتاج ، مثل أداء قطع السوائل . في الختام ، هناك ما يلي : الإجهاد الداخلي تشوه ، قوة القطع ، قطع الحرارة و تشوه بسبب تحامل .
التدابير التكنولوجية للحد من تشوه بالقطع
1 ، للحد من التوتر الداخلي فارغة
يمكننا استخدام الشيخوخة الطبيعية أو الاصطناعية ، فضلا عن الاهتزاز العلاج ، يمكن أن تكون جزءا من القضاء على التوتر الداخلي فارغة . المعالجة هو أيضا وسيلة فعالة . كبيرة نسبيا من الفراغات ، لأن هامش كبير ، تشوه كبير بعد المعالجة . إذا نحن يمكن أن تقلل من فائض أجزاء من الفراغات في وقت مبكر ، ونحن لا يمكن أن تقلل من تشوه في وقت لاحق ، ولكن أيضا يمكن أن الإفراج عن جزء من التوتر الداخلي .
2 ، يمكن تحسين القدرة على قطع أداة
المواد و المعلمات الهندسية من أدوات القطع لها تأثير كبير على قوة القطع و قطع الحرارة .
اختيار معقول من المعلمات الهندسية أداة
زاوية أشعل النار : في ظل حالة من الحفاظ على قوة الحافة ، زاوية أشعل النار بشكل صحيح اختيار أكبر ، من ناحية ، يمكن طحن حافة حادة ، ولكن أيضا يمكن أن تقلل من تشوه القطع ، مما يجعل إزالة رقاقة أكثر سلاسة ، مما يقلل من قوة القطع وقطع الحرارة . تجنب استخدام السلبية زاوية أشعل النار القاطع .
الزاوية الخلفية : حجم الزاوية الخلفية له تأثير مباشر على ارتداء السطح ونوعية السطح . قطع سمك هو شرط مهم في اختيار الزاوية الخلفية . في عملية الطحن الخشن ، لأن تغذية كمية كبيرة ، قطع الثقيلة تحميل كمية كبيرة من الحرارة ، أداة تشتيت الحرارة شرط جيد ، لذلك ، ينبغي اختيار زاوية صغيرة . عند الانتهاء من الطحن ، حافة حادة مطلوب للحد من الاحتكاك بين السطح الخلفي و سطح بالقطع ، والحد من تشوه مرن ، وبالتالي ، ينبغي اختيار زاوية أكبر .
زاوية اللولب : من أجل جعل الطحن على نحو سلس ، والحد من قوة طحن ، زاوية اللولب ينبغي اختيار أكبر عدد ممكن .
زاوية انحراف الرئيسية : مناسبة للحد من زاوية انحراف الرئيسية يمكن أن تحسن بشكل فعال في حالة تبديد الحرارة ، وانخفاض متوسط درجة الحرارة في منطقة المعالجة .
تحسين هيكل أداة
خفض عدد الأسنان طحن القاطع ، وزيادة مساحة رقاقة . لأن سبائك الألومنيوم المواد البلاستيكية الكبيرة ، قطع كبيرة تشوه ، تحتاج إلى مساحة أكبر من رقاقة ، رقاقة تحتوي على فتحة قطرها السفلي ينبغي أن يكون أكبر ، وعدد أقل من القواطع الأسنان جيدة . على سبيل المثال ، المطاحن مع φ 20mm أو أقل تستخدم اثنين من الأسنان القاطع . من أجل تجنب تشويه رقيقة الجدار سبائك الألومنيوم أجزاء بسبب رقاقة انسداد ، ثلاثة قطع الأسنان هي المعتمدة في طحن القاطع مع φ 30 - φ 60 ملم .
الانتهاء من طحن الأسنان : خشونة من حافة قطع الأسنان أقل من را = 0.4um . . . . . . . قبل استخدام سكين جديد ، ينبغي أن يكون برفق شحذ شحذ الحجر في الجبهة والظهر من كتر الأسنان للقضاء على بقايا لدغ و طفيف رأى الأسنان . في هذه الطريقة ، ليس فقط خفض حرارة القطع ، ولكن أيضا قطع صغيرة تشوه .
مراقبة صارمة على ارتداء أداة المعايير : بعد ارتداء أداة ، الشغل خشونة السطح قيمة الزيادة ، قطع درجة الحرارة ترتفع ، الشغل تشوه الزيادات . ولذلك ، بالإضافة إلى اختيار أداة ارتداء مقاومة المواد ، أداة ارتداء المعايير لا ينبغي أن تكون أكبر من 0.2mm ، وإلا فإنه من السهل أن تنتج رقاقة تراكم الورم . عندما قطع ، درجة الحرارة من الشغل عموما لا تتجاوز 100 درجة مئوية لمنع تشوه .
تحسين طريقة الشغل لقط
وفيما يتعلق رقيقة الجدران سبائك الألومنيوم الشغل مع أقل صلابة ، يمكن استخدام الأساليب التالية للحد من تشوه لقط :
رقيقة الجدار جلبة أجزاء ، إذا كان ثلاثة الفك الذاتي تتمحور تشاك أو ربيع تشاك فرضت من شعاعي ، بعد تجهيز مرة واحدة خففت ، الشغل يجب أن تشوه . عند هذه النقطة ، ينبغي استخدام أفضل صلابة المحوري نهاية الضغط . من خلال ثقب الداخلية لتحديد المواقع من قطع الغيار ، من خلال رمح الأساسية مع المواضيع المسمار هو عصامي و هو مغطى في ثقب الداخلية من قطع الغيار . عندما يتم تصنيع الدائرة الخارجية ، تحامل تشوه يمكن تجنبها ، وبالتالي تلبية الدقة بالقطع يمكن الحصول عليها .
عندما رقيقة الجدار لوحة رقيقة من الشغل يتم معالجتها ، فمن الأفضل أن تختار فراغ مصاصة للحصول على قوة تحامل موزعة بالتساوي ، ثم بالقطع مع أصغر قطع المعلمات ، والتي يمكن أن تمنع الشغل من التشويه .
وبالإضافة إلى ذلك ، يمكن استخدام طريقة التعبئة والتغليف . من أجل زيادة صلابة عملية رقيقة الجدار الشغل ، الشغل يمكن شغلها مع وسائل الإعلام للحد من تشوه الشغل أثناء التثبيت و القطع . على سبيل المثال ، واليوريا المنصهر الذي يحتوي على 3-6 ٪ نترات البوتاسيوم هو شغلها في قطعة العمل ، وبعد المعالجة ، قطعة العمل مغمورة في الماء أو الكحول ، حشو يمكن حله و سكب .
ترتيب معقول الداخلي
عندما قطع عالية السرعة ، عملية الطحن في كثير من الأحيان يهتز ، مما يؤثر على دقة الآلات وخشونة السطح بسبب قطع كبيرة و قطع متقطعة . ولذلك ، فإن عملية التصنيع باستخدام الحاسب الآلي وتصنيع الآلات عالية السرعة يمكن تقسيمها إلى ثلاثة أجزاء . بالقطع الخام - نصف تشطيب - تنظيف - الانتهاء من العمليات . عالية الدقة أجزاء ، في بعض الأحيان تحتاج إلى الثانوية شبه الانتهاء من العمل ، ثم الانتهاء من العمل . بعد بالقطع الخام ، أجزاء يمكن أن تبرد بشكل طبيعي ، والقضاء على التوتر الداخلي الناجم عن بالقطع الخام ، والحد من تشوه . بدل بعد بالقطع الخام يجب أن تكون أكبر من تشوه ، عموما 1-2mm . . . . . . . عند الانتهاء من الآلات ، سطح الانتهاء من قطع غيار الآلات يجب أن تبقى موحدة بدل عموما 0.2-0.5mm هو مناسبة لجعل أداة في حالة مستقرة في عملية بالقطع ، والتي يمكن أن تقلل إلى حد كبير من تشوه القطع ، والحصول على نوعية جيدة من سطح بالقطع ، وضمان دقة المنتج .

ثالثاً - المهارات العملية
بالإضافة إلى الأسباب المذكورة أعلاه ، طريقة التشغيل هو أيضا مهم جدا في الممارسة العملية .
( 1 ) من أجل تجهيز أجزاء كبيرة من الهامش ، من أجل جعل عملية المعالجة في حالة أفضل من تبديد الحرارة ، وتجنب تركيز الحرارة ، وتجهيز ، فمن المستحسن استخدام متماثل تجهيز . إذا كان هناك 90 ملم سميكة لوحة تحتاج إلى معالجتها إلى 60 ملم ، إذا كان جانب واحد من الطحن على الفور بعد الطحن على الجانب الآخر ، مرة واحدة في حجم النهائي ، ثم التسطيح تصل إلى 5 ملم . إذا كان استخدام التغذية المتكرر متناظرة تجهيز ، كل جانب من تجهيز مرتين إلى الحجم النهائي ، يمكن ضمان التسطيح تصل إلى 0.3mm .
( 2 ) خفض قوة القطع وقطع الحرارة عن طريق تغيير كمية القطع . من بين ثلاثة عوامل أساسية من المعلمات القطع ، قطع الظهر له تأثير كبير على قوة القطع . إذا كان بالقطع بدل كبير جدا و قوة القطع من تغذية مرة واحدة كبيرة جدا ، ليس فقط سوف تشوه أجزاء ، ولكن أيضا سوف تؤثر على صلابة المغزل أداة آلة ، والحد من متانة أداة . إذا كان لنا أن خفض كمية من السكاكين ، ونحن يمكن أن تقلل من كفاءة الإنتاج . ومع ذلك ، في عملية التصنيع باستخدام الحاسب الآلي عالية السرعة طحن ، يمكن التغلب على هذه المشكلة . وفي الوقت نفسه ، يمكن أن تقلل من قوة القطع ، وضمان كفاءة الآلات ، طالما أن تغذية زيادة سرعة دوران الجهاز أداة يمكن تحسينها .
( 3 ) إذا كان هناك العديد من تجاويف على لوحة ، فإنه ليس من المستحسن أن تعتمد طريقة تجهيز متتابعة من تجويف واحد تجويف واحد ، مما يؤدي بسهولة إلى تفاوت الضغط على أجزاء و تشوه . كل طبقة يمكن معالجتها في جميع تجاويف في وقت واحد ، ومن ثم معالجتها في المستوى التالي ، مما يجعل أجزاء موحدة الإجهاد ، والحد من تشوه .
( 4 ) رقيقة الجدار الشغل في تجهيز بسبب تشوه لقط ، حتى الانتهاء من الصعب تجنب . من أجل التقليل إلى أدنى حد من تشويه الشغل ، قبل الانتهاء من العمل هو على وشك التوصل إلى الحجم النهائي ، والضغط على قطعة يمكن خففت قليلا ، ثم قطعة العمل يمكن أن تعاد إلى حالتها الأصلية بحرية ، ثم الضغط على قطعة العمل قليلا ، والتي يمكن فرضت فقط على قطعة العمل ( تماما من ناحية الشعور ) ، وبالتالي فإن العمل المثالي تأثير يمكن الحصول عليها . في كلمة واحدة ، نقطة عمل القوة لقط هو أفضل على سطح الحاملة ، لقط القوة تعمل في اتجاه جيد من صلابة من الشغل .
( 5 ) كما ينبغي إيلاء الاهتمام إلى تسلسل سكين المشي . بالقطع الخام هو التركيز على تحسين كفاءة الآلات ، والسعي لتحقيق معدل إزالة وحدة الزمن ، عموما يمكن استخدام عكس طحن . وهذا هو ، المواد الزائدة على سطح فارغة يمكن إزالتها في أسرع وقت و في أقصر وقت ممكن . الانتهاء من الآلات على دقة عالية ، عالية الجودة ، ومناسبة لاستخدام الطحن . لأن سمك القطع من قطع الأسنان انخفضت تدريجيا من الحد الأقصى إلى الصفر في عملية الطحن ، تصلب العمل هو تقلص إلى حد كبير ، وفي الوقت نفسه ، تشوه من قطع الغيار هو انخفاض .
( 6 ) في تجهيز أجزاء مع تجويف القالب ، وتجهيز تجويف القالب ، قدر الإمكان ، لا تدع القاطع الطحن مثل الحفر مباشرة إلى أسفل في أجزاء ، مما يؤدي إلى عدم كفاية المساحة التي تحتوي على رقاقة ، رقاقة إزالة ليست على نحو سلس ، مما تسبب في أجزاء من ارتفاع درجة الحرارة ، والتوسع ، سكين ، سكين كسر ، وغيرها من الظواهر غير المواتية . أولا ، حفر حفرة مع نفس الحجم أو حجم أكبر من طحن القاطع ، ثم طحن القاطع . بدلا من ذلك ، يمكن استخدام برامج كام لإنتاج المسمار قطع البرنامج .

سطح الشغل اسوداد
أكسدة الألومنيوم سبائك الألومنيوم الصب هو عادة في قالب معدني ، معدن الألمنيوم وسبائك الألومنيوم سيولة جيدة و اللدونة ، ولكن من السهل أن تصبح سوداء في عملية الاستخدام ، وذلك للأسباب التالية :
( 1 ) تصميم التكنولوجية غير معقول . سبائك الألومنيوم يموت الصب أجزاء لا تعامل بشكل صحيح بعد تنظيف أو فحص الضغط ، مما يخلق حالة العفن و اسوداد سبائك الألومنيوم يموت الصب أجزاء ، وتسريع تشكيل العفن .
( 2 ) العوامل الداخلية من سبائك الألومنيوم . العديد من سبائك الألومنيوم يموت الصب مصنعين في يموت الصب ، وتصنيع الآلات ، لا تفعل أي تنظيف ، أو ببساطة شطف المياه ، لا يمكن أن تكون نظيفة تماما ، يموت الصب سطح الألومنيوم لا تزال هناك demoulding وكيل ، قطع السوائل ، سوائل التصبن وغيرها من المواد المسببة للتآكل وغيرها من البقع ، هذه البقع تسريع سبائك الألومنيوم يموت الصب بقعة سوداء طويلة السرعة .
( 3 ) إدارة المستودعات غير موجودة . سبائك الألومنيوم يموت الصب أجزاء يتم تخزينها في مستودع على ارتفاعات مختلفة ، والعفن الشرط يختلف أيضا .
( 4 ) العوامل البيئية الخارجية من سبائك الألومنيوم . الألومنيوم هو معدن نشط ، في درجة حرارة معينة و ظروف الرطوبة من السهل جدا أن تتأكسد إلى الأسود أو العفن ، والتي هي خصائص الألومنيوم نفسها .
( 5 ) اختيار عامل التنظيف ليست مناسبة . اختيار المنظفات للتآكل قوية ، مما تسبب في تآكل الألومنيوم الصب .