English
English Spanish
Spanish Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

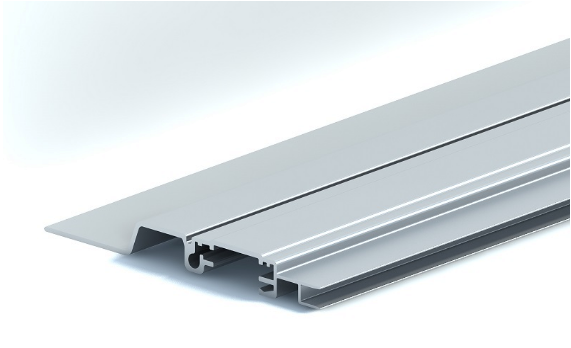
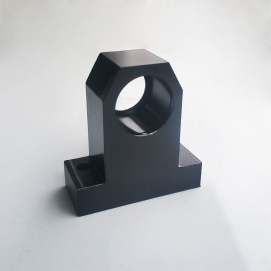
قطع غيار الأجهزة ، الاسم الإنجليزي أجزاء الأجهزة أو الأجزاء المعدنية. أجزاء الأجهزة التقليدية ، وتسمى أيضًا الأجهزة الصغيرة ، ملحقات الأجهزة. يشير إلى الأجهزة المعدنية المختلفة المصنوعة من الحديد والصلب والألمنيوم والمعادن الأخرى من خلال المعالجة الفيزيائية مثل التزوير والتقويم والقطع وما إلى ذلك. تشمل أجزاء الأجهزة أجزاء أجهزة القوالب وأجزاء الأجهزة الميكانيكية وأجزاء الأجهزة اليومية وأجزاء أجهزة النوافذ وأجزاء أجهزة السفن وأجزاء أجهزة البناء وأجزاء أجهزة الطيران ومنتجات الأمان. معظم منتجات الأجهزة الصغيرة ليست سلعًا استهلاكية نهائية. يتم استخدامها كمنتجات داعمة للتصنيع الصناعي ، والعمل الجاري والأدوات المستخدمة في عملية الإنتاج ، وما إلى ذلك. معالجة الأجزاء الدقيقة فقط جزء صغير من منتجات الأجهزة اليومية هي سلع استهلاكية للأدوات ضرورية لحياة الناس.
 المتطلبات التقنية لمعالجة أجزاء الدقة في شنتشن:
المتطلبات التقنية لمعالجة أجزاء الدقة في شنتشن:
1. أجزاء إزالة مقياس أكسيد.
2. على سطح القطع للأجزاء ، يجب ألا يكون هناك خدوش أو خدوش أو عيوب أخرى تلحق الضرر بسطح الأجزاء.
3. إزالة لدغ فلاش.
4. بعد التبريد و هدأ العلاج ، HRC50 ~ 55.
5. أجزاء هي مروي في ارتفاع وتيرة ، خفف في 350 إلى 370 درجة مئوية ، و HRC40 إلى 45 درجة مئوية.
6. كربنة عمق 0.3mm.
7. أداء ارتفاع درجة حرارة الشيخوخة العلاج.
8. يجب أن تتوافق الأجزاء الدقيقة بالقطع دون تفاوتات الشكل مع متطلبات GB1184-80.
9. الانحراف المسموح به لحجم الطول غير المميز هو 0.5mm.
10. نطاق التسامح من الصب متناظر مع التكوين الأبعاد الأساسية للصب الخام.
11. شاغرة فيليه دائرة نصف قطرها R5.
12. الشطب غير الملحوظة هي 245.
13. زاوية حادة مقلوبة.
14. يجب أن تكون غارقة كل ختم في النفط قبل التجميع.
15. يسمح تجميع محامل الدرفلة باستخدام تسخين الزيت للتحميل الساخن ، ولا يُسمح بدرجة حرارة الزيت