English
English Spanish
Spanish Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

يكمن مفتاح مضاعفة كفاءة معالجة أجزاء النحاس والألومنيوم في التصميم المبتكر لتركيبات المخرطة الأوتوماتيكية ، والتي يكمن جوهرها في تحقيق "التغيير الصفري" و "التكيف الذاتي الذكي". فيما يلي التقنيات الأساسية الثلاث:
1. هوائي الحجاب الحاجز هيكل التغيير السريع
يتم استخدام الحجاب الحاجز المرن لاستبدال الفك التقليدي ، ويتم تحقيق سرعة التثبيت البالغة 0.8 ثانية بواسطة محرك ضغط الهواء. يتم تضمين الحجاب الحاجز مع جهاز استشعار الضغط ، والتي يمكن أن تعوض تلقائيا عن تشوه الشغل وتقليل وقت لقط التقليدية بنسبة 75 ٪. انها مناسبة خاصة لخصائص تشوه سهلة من النحاس والألومنيوم أجزاء ، وضمان أن يتم التحكم في التوازي من سطح المعالجة داخل 0.02 ملليمتر.
 2. تركيبة وحدات
2. تركيبة وحدات
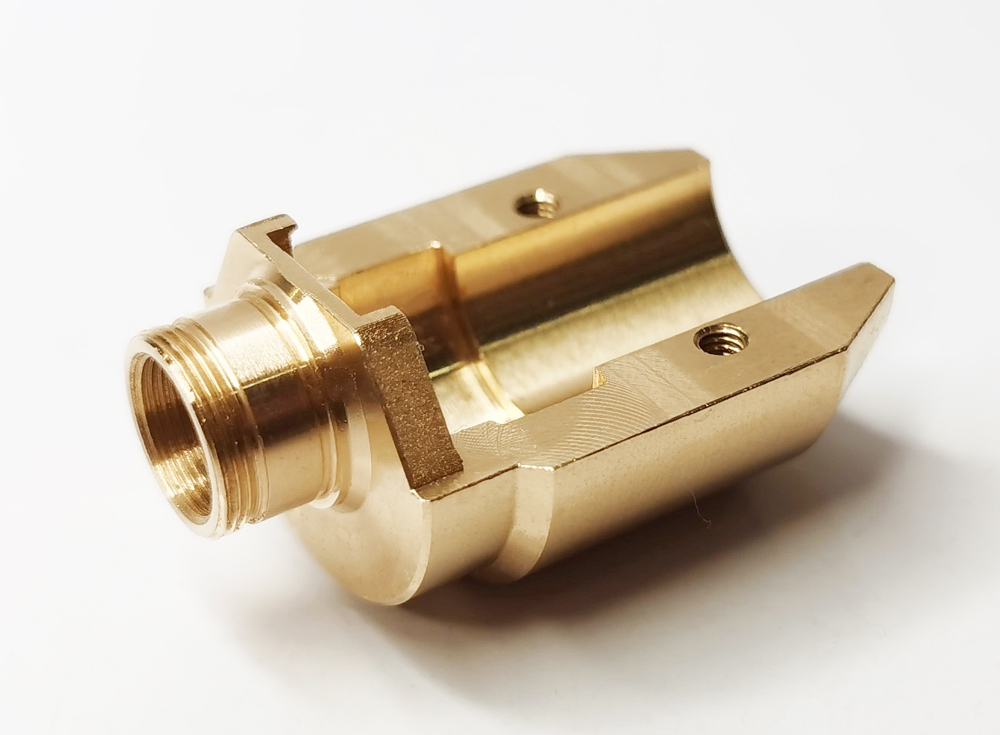
استنادًا إلى مفهوم تصميم "لبنة البناء" ، يتم تحلل التركيبات إلى مكونات موحدة مثل مصفوفة تحديد المواقع ووحدة الضغط ووحدة الدعم. من خلال شريحة RFID لتحديد رمز قطعة العمل تلقائيًا ، تقوم وحدة التحكم المركزية تلقائيًا باستدعاء مخطط تركيبة الوحدة المقابلة لتحقيق استبدال معقد في غضون 3 دقائق ، وهو أكثر كفاءة بأربع مرات من التركيبات التقليدية.
3. نظام التعويض الحراري التكيفي
في ضوء معامل التمدد الحراري الكبير للألمنيوم ، يتم دمج مستشعر المزدوجات الحرارية الصغيرة والإزاحة في الجهاز. مراقبة التغيرات في درجات الحرارة في الوقت الحقيقي أثناء المعالجة ، والتكيف التلقائي لقوة التثبيت بواسطة محرك سيرفو ، والتعويض الديناميكي للتشوه الحراري ، بحيث تكون دقة الأبعاد لمعالجة الدُفعات مستقرة عند 0.01 مم ، ويتم تقليل معدل الخردة بأكثر من 80 ٪.
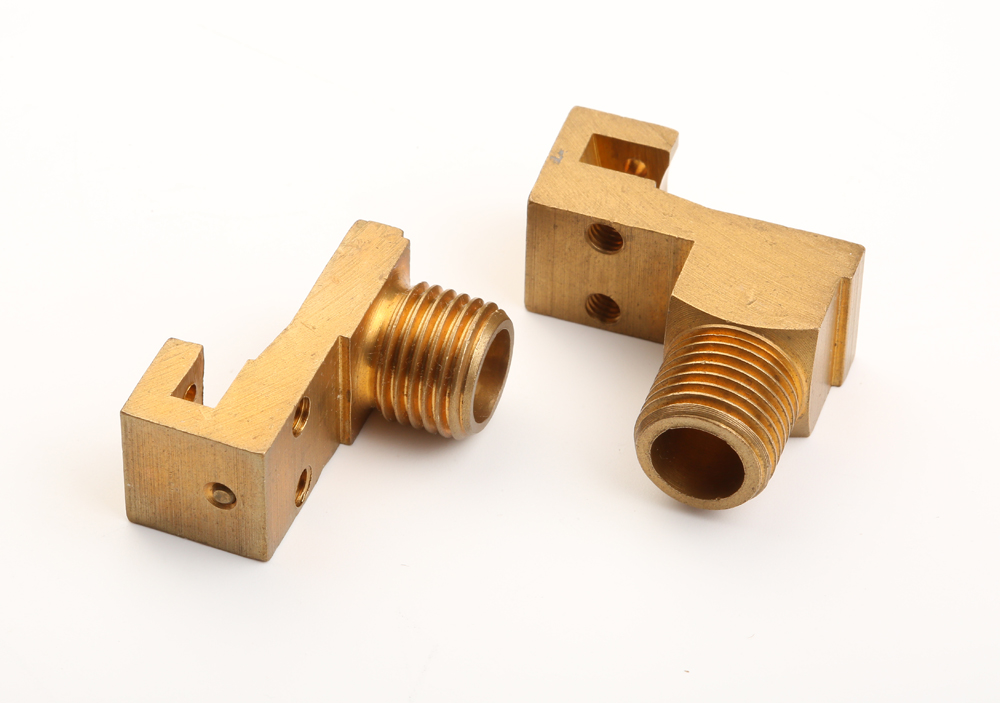 بعد تطبيق هذه التركيبات ، تمت زيادة متوسط الطاقة الإنتاجية اليومية لمخرطة أوتوماتيكية واحدة من 800 قطعة إلى 1650 قطعة ، وتم تقليل وقت الاستبدال إلى 1 / 5 من الحل التقليدي. المفتاح هو تحويل "التثبيت السلبي" إلى "تحكم ذكي نشط" ، بحيث تجاوز معدل استخدام الأدوات الآلية 92 ٪ ، وتحققت القفزة المزدوجة للكفاءة والدقة حقًا.
بعد تطبيق هذه التركيبات ، تمت زيادة متوسط الطاقة الإنتاجية اليومية لمخرطة أوتوماتيكية واحدة من 800 قطعة إلى 1650 قطعة ، وتم تقليل وقت الاستبدال إلى 1 / 5 من الحل التقليدي. المفتاح هو تحويل "التثبيت السلبي" إلى "تحكم ذكي نشط" ، بحيث تجاوز معدل استخدام الأدوات الآلية 92 ٪ ، وتحققت القفزة المزدوجة للكفاءة والدقة حقًا.