

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Prozess İdarəti: Metal Stamping metal deformasyona dayanan metal işlətmə metodumudur. O, çarşaf metalinə basıntıya uymaq və plastik deformasyona və ya metalin ayrılmasına sebeb edir, beləliklə bəzi şəkildə, böyüklüyü və performans ilə parçaları (stamp parçaları) alır. Təknolojiyi yaratmaq məqsədilə avtomatik vücudun təhsil işlətməsi üçün vacib bir rol oynayır.
Metal stamping can be used to process shallow concave metal shapes, and the processing requirements for molds are relatively high, and this process is only suitable for large-scale production. Bu proses işlədikdə yüksək dəqiqliyi var və materyal çəkilişlikdə mövcud dəyişiklik yoxdur. Derin və diametr arasındakı tərəflər azaldığında, makinat prosesi derin çizdiklərə bənzəyir və bu makinat proseslərinin heç biri materyalın çəkiliyini əskiltməz.
Bölümlərin böyük ürəkləri çoxlu forma və proseslərin istifadəsinə ehtiyac edir. Çətin işlətməkdə bir seri mol mövcuddur. Makinat parçalarının prosesi sırasında, əvvəlcə yaratdığı parçalarda ikinci operasyon etmək lazımdır. Bazı parçalar 5 ya da daha çox işlər lazımdır, bu da proseslərin sayını göstərir. Bu proses metal çarşaflarını cilindrilik, konik və yarısı şəkillərə işlədə bilər. The frequent combination of stamping and pressing in the process gives the entire design a wide range of choices, such as when machining flange edges, asymmetric wheels, and shapes with perforations, the distinctive features of this process are prominent.
Tehnik Tərcümə 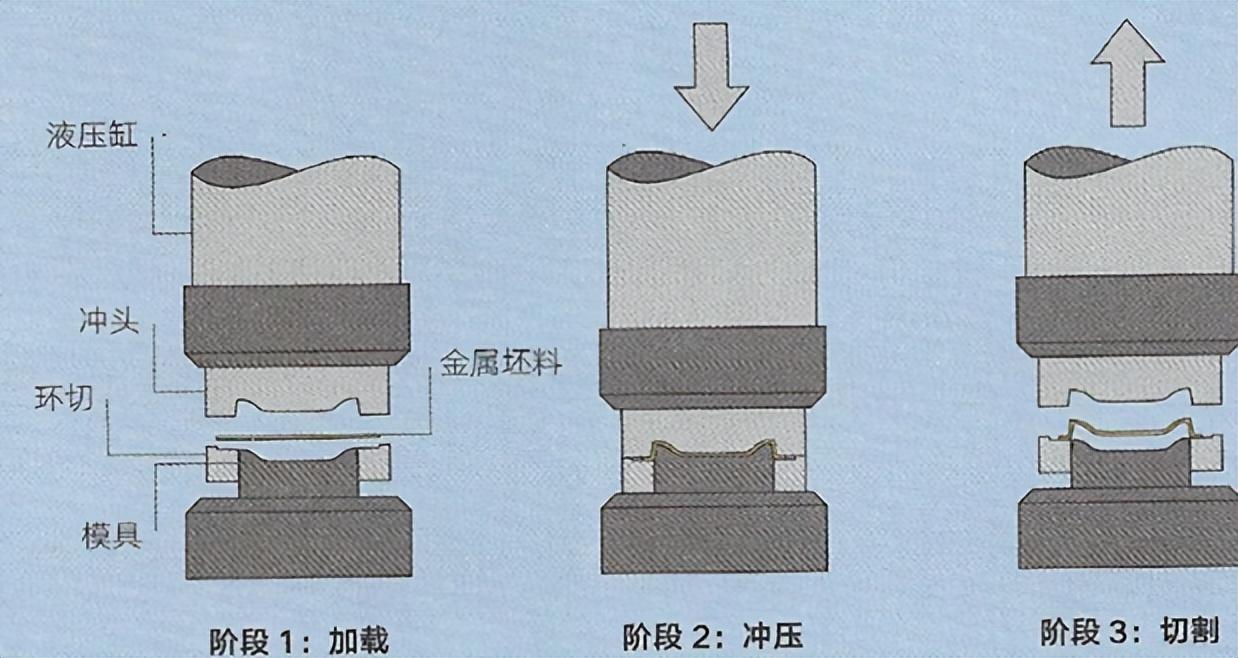
Metal stamping, bir punching makinesində işlədilən müəyyən bir prosesdir ki, hidraulik cilindərlə və mehanika cihazı ilə gücü daşıyır (kamera bası kimi). Genellik hidrolik cilindri seçildilər çünki onlar bütün stamping döngüsü boyunca uniform basıncı vardır. Mehanik cihazları istifadə edənlər metal işləmə industrisində də bir yerdir.
Punches and molds are specialized and generally only perform a single operation of forming or punching. Operasyonda metal biləri genellikle işgəncədə yüklənir. Sonra punc çarpıb bir çarpışma parçasının formasını tamamlayın.
Elçi tamamlandıqdan sonra, striptör yuxarı hərəkət edir və parçasını çıxarır, orada parçası çıxarılır. Bazen fərqli yaratma sürəkli bir proses olur, və işlədikdən sonra, həmçinin bir pul prosesi ilə daxil olması lazımdır. Bu çox müəyyən edilmə və forması prosesi kimi tanınır.
Bu işləmə şartları altında işlədilən metal parçaları işləmə müddətində bir sonraki fəzilə daşınırlar. Bu proses əlavə və ya tərəfindən istifadə edilə bilər. Ən çox sistemlər işləmək üçün yüksək hızları avtomatik edir. Növbəti adım basınç işləməsi, basındırma, qırma və ya başqa ikinci işləməsi olar.
Sıçrama işləməsinin tipik uyğulaması çox genişliydir. Ən böyük ölçülü metal işləmə proseslərinin çoxu automobil endüstriyyəsində, maşın bedenlərini, qapı çəkilərini və çəkilərini də dahil edər.
Bu proses metal kamera bedenlərinin, mobil telefonların, televizyonların, evlərin istifadəsi və MP3 oyuncularının işləməsi üçün istifadə edilir. Kitchen and office equipment, tools, and knives also use this process. Bölümlərin dış şəkili və iç strukturları bu proses vasitəsilə işlədilir.
İlişkili proseslərdən istifadə edən kiçik parçalar metal işləməsi, metal dönüşü və ya küçük parçalar təhsil edilir. Bu proseslər metal stamping kimi şəklə gətirə bilər, amma çox yüksək çalışma yetenekləri lazımdır.
Sıçrama və derin çizim prosesləri eyni ola bilərsə də, hələ də möhkəm fərqləşmələr var. When the depth of the part is greater than 1/2 of the diameter, the part must be elongated to reduce the wall thickness. Bu maddənin çox uzaqlaşdırmasından və parçalanmasından qaçırmaq üçün yavaş və yavaş işləməsi lazımdır.
Superplastik forması daha böyük və daha derin parçalar yaratmaq üçün basit işləri istifadə edə bilər. Ancaq bu işləmə aluminium, magnesium və titanium limitidir, çünki maddənin superplastiki olması lazımdır.
Metal profilleri təhsil etmək üçün yaratdığı qədər parçaların metal maddələrinin çöpünlüyü və gücünü birləşdirir, sərt və parlaqlığı artırar.
Əgər yüzə etkisi şartları özlərinə sıxıntılı deyilsə, parçalar deformasyondan sonra küləklər ilə biraz təsirlənmək lazımdır. Sandblasting is used to reduce surface roughness. Bölümlər də pul süpürməsi, boyama və ya elektroplatma vasitəsilə daha çox işlədilir.
Bunlar çabuk və düzgün təhsil edilmə metodlardır. Tərclələr, kvadrat və çoxlu bu prosesi istifadə edə bilər.
Bu parçaların gücünü gövdələri eklərək artıra bilər, bu ağırlığı və işləmə maliyyətini azalda bilər. Yaxşılıq çəkilib seçmək müxtəlif çərplər və kompleks suratlar ilə profilleri işlədə bilər. Bu işi tamamlamaq üçün bənzər bir proses metal işləməsidir, amma çox bilikli işçilər lazımdır. Yaxınlıq mollar metal işləməsi və metal pulu ilə istifadə edilə bilər. Bu çöpünün bir tərəfindən möhkəm laxtardan yapılmış, ki, punc üstündə metal billeti oluşturmaq üçün yeterli basıncı istifadə edə bilər.
Tasarım fikirləri: Şampiyyət çəkilməsi vertical axis üzerində sürüklənir. Buna görə də dəyişiklik açı ikinci dəyişiklik içində yaradılır. İkinci tərpənmə basınç deformasyonu, uzaqlaşdırma və qırma içərisində.
İlk basdırma işləri yalnız defektiv maddənin diametrini 30%-ə düşürər. Continuous operation can reduce the diameter by 20%. Bu, bəzi parçaların işləməsi müəyyən bir sayı istifadə etməsi lazımdır.
Yerli çizim teknolojisində, proses maşının işləmə kapasitəsi ilə sıkışdırılır. Makin yatağının böyüklüyü bilənin böyüklüyünü təsdiqləyir, və sıxıntının uzunluğunu təsdiqləyir. İşləmə döngüsü parçaların sıxıntısı və kompleksitəsi ilə müəyyən edilir.
Sıçramamış çirkin dənizin çətinlikləri 0,4-2 mm arasından yayılır və 6 mm çətinliklərə qədər sürüklənməsi mümkün olar, amma bu şəkildə və şəkildə təsir edilər.
Karbon dənizi, çirkin dənizi, aluminium, magnesium, kasul, bakir, brass və zinc kimi bir çox metal çarşafları bu proses vasitəsilə işlədilir.
İşləmə maliyyəti yüksək güclü metal mollarının istifadəsinə görə çox yüksəkdir. Yarı sabit gum molları düşük maliyyətlər var, amma hala tək-tək metal vasitələri lazım edir və yalnız kiçik batch ürəklərinə uyğun idilər.
İşləmə döngüsü çox qısa və 1-100 parçası 1 dəqiqə içində işlədilir. Əvəz etmək və qurulmaq üçün müəyyən vaxt lazımdır.
İş maliyyəti yüksək dərəcə avtomatik olaraq relatively düşür. Polis və təmizlənmək işin maliyetlərini çox artırar.







