

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Siz industriya dizayn teknolojisi haqqında nə qədər bilirsiniz? Metal Stamping və soğuk stamping teknolojisi genellikle metal çarşaflarını çəkilmək üçün çox çəkilmək şəkillərinə və yaxud çəkilmək profillərə istifadə edilir. Onun hızlı işləmə sürəti və yüksək doğruluğunun özellikləri var. Bu günlük müxtəlif məhsulları, maşın bedenindən metal paltarları təhsil etmək üçün istifadə edilə bilər.
Yüksek işləmə maliyyəti, yüksek mold maliyyəti və orta birim maliyyəti
Tipik Uygulamalar: Automotiv, Consumer Products, Furniture
Uğursuzluq
Cənnət işləməsi
İlişkil proseslər: Deep drawing, Metal spinning, Bending forming
İşləmə dönüşü · Qısa dönüşü (1 saniyə 1 dəqiqə)

Prozess İşkili: Metal Stamping metal işləmə metodumudur ki, metal deformasyonuna dayanan metal metodumudur. Bu metal metalin basıntısını istifadə etmək üçün mold və stamping ekipmələrini istifadə edir, plastik deformasyonu və ya metal metalinin ayırılması olaraq bəzi şəkillər, ölçüləri və özellikləri ilə parçalar alır. Təknolojiyi düzəltmək automobil vücudun təhsil işlətməsi üçün vacib bir rol oynayır.
Metal stamping çəkilmiş metal formlarını proses etmək üçün istifadə edilə bilər və mollar üçün işləmə şartları relativi yüksəkdir, bu proses ancaq böyük ölçüdə ürəklənmək üçün uyğundur. Bu proses işlədikdə yüksək dəqiqliyi var və materyal çəkilişlikdə mövcud dəyişiklik yoxdur. Derin və diametr arasındakı tərəflər azaldığında, makinat prosesi derin çizdiklərə bənzəyir və bu makinat proseslərinin heç biri materyalın çəkiliyini əskiltməz.
Bölümlərin böyük təhsil edilməsi çoxlu təhsil və sürətli vasitələrə dayanan proseslərin tükənməz istifadəsi lazımdır. Çətin işlətməkdə bir seri mol mövcuddur. Makinat parçalarının işlətməsində, bəzən əvvəl yaratdığı parçalarda ikinci işləmə ehtiyacı vardır. Bazı parçalar 5 ya da daha çox işlər lazım olar, bu da işlərin sayını göstərir. Bu proses metal çarşaflarını cilindrilik, konik və yarısı şəkillərə işlədə bilər. Bu prosesdə müxtəlif basmaların və basmaların birləşdirilməsi bütün tasarımlar üçün geniş bir səviyyə seçim verir, məsələn, fərqli körpələr, asimetrik hublar və perforasyonlar ilə şəklə saldığı zaman, bu prosesin müxtəlif özellikləri görünür.
Tehnik Tərcümə 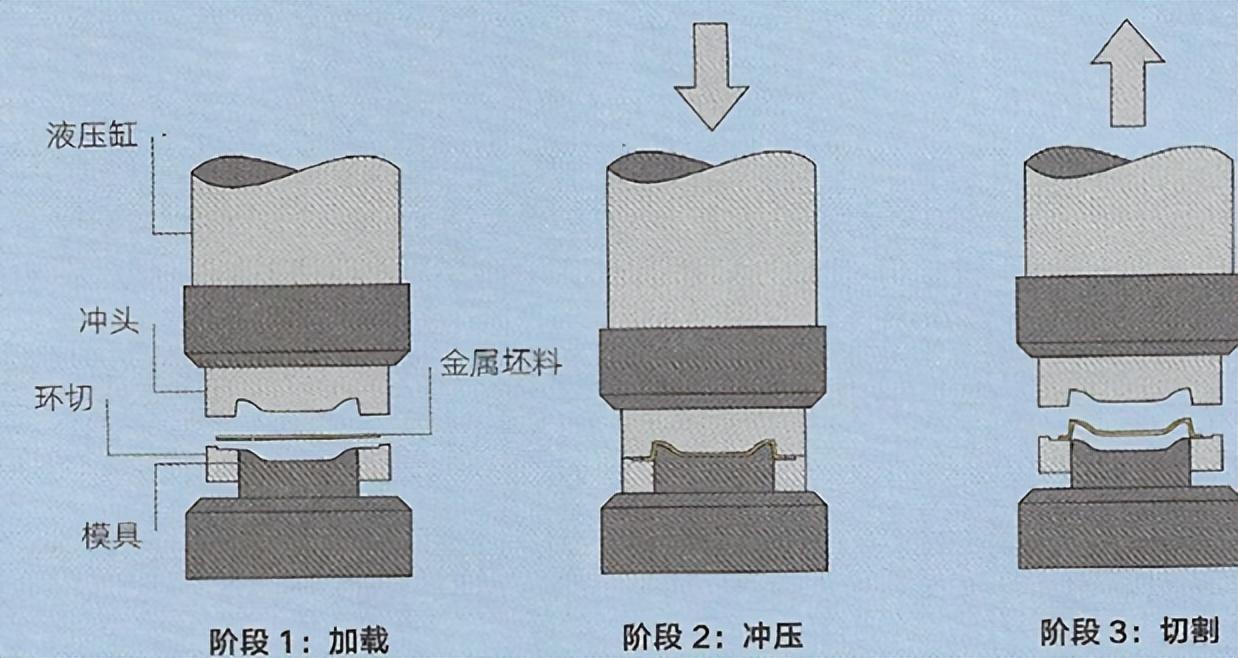
Punch basıncısında metal basıncısının müəyyən prosesi hidraulik cilindərdən və ya mehanik cihazdan (kamera basıncısı kimi) enerji göndərməkdir. Həmçin in hidrolik cilindri seçildilər çünki onların basıncıları bütün pul ciklusu boyunca eyni olaraq dağılır, mehanika ciklularını istifadə edənlər metal işləmə industrisində də yer var.
Punks and molds are specialized and generally perform only a single operation of forming or punching. Operasyonda metal biləri genellikle işgəncədə yüklənir. Sonra punc çarpıb bir çarpışma parçasının formasını tamamlayın.
Elçi tamamlandıqdan sonra, striptizci yuxarı sürüklənir və parçasını dağırır, orada parçası çəkilir. Bazen fərqli yaratma sürəkli bir proses olur, və işləmədən sonra, bu da müəllif prosesi ilə keçirir. Bu çox müəyyən sürətli çəkmə sürəti kimi tanınır.
Bu işləmə şartları altında işlədilən metal parçaları sonraki işləmə sahəsinə daşınırlar. Bu proses əlavə və ya tərəfindən istifadə edilə bilər. Ən çox sistemlər automatlı və yüksək işləmə hızlarını qoruyur. Növbəti adım basınç işləməsi, basındırma, qırma və ya başqa ikinci işləməsi olar.
Sıçrama işləməsinin tipik uyğulaması çox genişliydir. Ən böyük ölçülü metal işləmə tekniklərinin çoxunu automobil endüstriyyəsində, bədənini, qapıları çəkmək və kərpənmək istəyir.
Bu proses metal kamera bedenlərinin, mobil telefonların, televizyonların, evlərin istifadəsi və MP3 oyuncularının işləməsi üçün istifadə edilir. Mutfak və ofis ekipmələri, vasitələri və bıçaqlar bu prosesini də istifadə edirlər. Bölümlərin dış şəkili və iç strukturları bu proses vasitəsilə işlədilir.
İlişkili proseslərdən istifadə edən kiçik parçalar metal işləməsi, metal dönüşü və ya küçük parçalar təhsil edilir. Bu proseslər metal basmalarına bənzər şəklə gətirə bilər, amma yüksək çalışma yetenekləri lazımdır.
Sıçrama və derin çizim prosesləri eyni ola bilərsə də, hələ də möhkəm fərqləşmələr var. Bölümünün derinliki diametrin 1/2'indən böyükdükdə, bölümü uzatmalı və duvarın çətinliklərini azaltmalı. Bu maddənin çox uzaqlaşdırmasından və parçalanmasından qaçırmaq üçün yavaş və yavaş işləməsi lazımdır.
Superplastic molding basit işləri ilə daha böyük və daha derin parçalar ürəklənir. Ancaq bu işləmə aluminium, magnesium və titanium limitidir, çünki maddənin superplastik olması lazımdır.
İşləmək üçün yaratdığı metal profili parçaların metal materyalının gücünü və gücünü birləşdirir, sabit və parlaqlığı artırar.
Əgər yüzə effekt şartları xüsusiyyətli deyilsə, parçalar yalnız deformasyondan sonra biraz çəkilməlidir. Yüzünün ağırlığını azaltmaq üçün şimşək fəsası istifadə edilir. Bölümlər də pul paltarı, spray boyama, ya da elektroplatma vasitəsilə daha çox işlədilir.
Layihə fırsatları çabucaq metal vasitəsilə dəyişiklik və düzgün təhsil etmə metodlarına danışır. Bu tehnika dairələr, kvadrat və polygonlar üçün istifadə edilə bilər.
Sizin çəkiliş parçaları çöpələri artırmaq üçün güclü olar, bu da ağırlığı və işləmə maliyyətini azaltır. Növbəti mol seçilmək kompozit çərplər və kompleks suratlar ilə profilleri işlədə bilər. Bu işi tamamlamaq üçün bənzər bir proses metal işləməsidir, amma yüksək tekniki yetenekli işçilərə ehtiyacı vardır. Yaxınlıq mollar metal işləməsi və metal pulu ilə istifadə edilə bilər. Bu çöpünün bir tərəfindən möhkəm çöpdən yapılmış, ki, çöpünün üstündə metal boş forması üçün yeterli basıncı istifadə edə bilər.
Tasarım düşüncələri: Sıçrama işləməsi vertical axis üzerində sürüklənir. Buna görə də dəyişiklik açı ikinci dəyişiklik içində yaradılır. İkinci tərpənmə basınç deformasyonu, uzaqlaşdırma və qırma içərisində.
İlk basdırma işləri yalnız defektiv maddənin diametrini 30%-ə düşürər. Əvvəlcə istifadə etmək diametri 20%-ə düşürər. Bu, bəzi parçaların işləməsi müəyyən bir sayı istifadə etməsi lazımdır.
Yerli çizim teknolojisində, proses maşının makinat kapasitəsi ilə sıkışdırılır. Makinat yatağının böyüklüyü billetin böyüklüyünü təsdiqləyir və sıxıntının uzunluğunu təsdiqləyir. İşləmə döngüsü parçaların sıxıntısı və kompleksitəsi ilə müəyyən edilir.
Sümüklənmiş çirkin dənizin çətinlikləri 0,4-2 mm arasından yayılır və 6 mm çətinliklərə istifadə edə bilər, amma bu şəkildə təsir edilir.
Bu proses vasitəsində çox metal çarşaflar, bənzər karbon dəlişi, çirkin dəliş, aluminium, magnesium, kasul, bakir, bras və zinc kimi işlədilir.
İşləmə maliyyəti yüksək güclü metal mollarının istifadəsinə görə çox yüksəkdir. Yarı sabit gum molları düşük maliyyətlər var, amma hala tək-tək metal vasitələri lazım edir və yalnız kiçik ölçüdə ürək üçün uyğun idilər.
İşləmə döngüsü çox qısa və 1-100 parçası 1 dəqiqə içində işlədilir. Əvəz etmək və qurulmaq üçün müəyyən vaxt lazımdır.
İş maliyyəti yüksək dərəcə avtomatik olaraq relatively düşür. Polis işin maliyyətini çox artırar.
Tüm zəif maddələri çevre təsiri üzündən yenidən istifadə edilə bilər. Metal stamping teknolojisi sürəkli məlumatları ürəkləmək üçün istifadə edilə bilər.








