

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Çərçik metal haqqındakı qısa təşkil və endüstri görünüş:

Avtomatik, komunikaciya, IT və günlük hardware ç üretimi fabrikalarının təhsil edilməsi ilə, çarşaf metal işləməsi daha popularlı oldu və çarşaf metal işləməsi daha çox lazımdır.
2. Metal çarşafları, profilleri və boruları müəyyən bir şəkil, böyüklüyü və ədaləti ilə əlli və mehaniki olaraq yaratma işləri çarşaf metal işləməsi adlandırır; Bu, ventilasyon, hava kondicionçıları və komponentlərinin ürəklərində genişliyi istifadə edilir.
3. Çift metal parçaları çox metal çarşaflardan və bor fittinglərindən yapılır. Onların ağırlığına görə, yüksək qüvvət və sabit, şəklə müvafiq olaraq kompleks, düşük materyal istifadə edə bilər, mehanika işləməyə və düzgün səviyyədə ehtiyacı yoxdur, onlar günlük həyatında və endüstriyyət ürətində işlədilər, bənzər barillər, basinlər, ventilation ducts, material conveying pipelines, automobil cover processing və bənzər. Buna görə də onlar automobillərin dış tamir işlərin
4. Metal çarşafları işləməsi genellikle fərqlənmək, çökmək, çökmək və fərqlənmək kimi metodlara məlumat edir. Genellik danışırsa, çeşitli deformasyon proseslərini tamamlamaq üçün mol işləməsi çarşaf Metal Stamping adlandırır. Əlbəttə, çarşaf metal işləməsi və mehanik olaraq çarşaf metal işləməsi adlandırır.
Çift metal materyalı:
1. Elektrolytik plakalar: SECC (N) (parmaq izi təhlükəsiz plate), SECC (P), DX1, DX2, SECD (uzaq plate). Materiyal sərtlik: HRB50+-5, sərtli plate: HRB32~37
2. Soğuk çubuqlar: SPCC, SPCD (uzatma plate), 08F, 20, 25, Q235-A, CRS. Materiyal çətinlik: HRB50+-5, çətinlikli plate: HRB32~37.
3. Aluminum plate; AL, AL (1035), AL (6063), AL (5052), etc.
4. Səfərsiz çelik plateləri: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti, və.b.
5. Daha sık işlədilən materyallər də: təmiz bakır plakaları (T1, T2), sıcak qurulmuş plakalar, qaynar çelik plakaları, aluminium zink plakaları, aluminium profilleri və bənzər.
Çift metal işləmə teknolojisi:
Çərçik metal işləmə teknolojisi əsas olaraq bölünə bilər: işarə, kəsməyi, çəkilmə, çəkilmə, çəkilmə, çəkilmə və çəkilmə, flange işləmə və flange qurma işləri. Bu bölüm ilk dəfə işarə, sürükləmə, sürükləmə, bitmə və çəkmə kimi prosesləri təşkil edir.
( 1 )
1. Çox çarşaf metal parçaları düz metal parçalarından yapılır, bu yüzden çarşaf parçalarının həqiqət yüzeyi ölçülərini metal platesinin düz formasına çəkmək lazımdır, ki bu çizim a çılır.
2. İçəri parçaların üzərində genişlənmiş xüsusiyyətlərə görə, iki növ var: genişlənmiş suratlar və genişlənməz suratlar.
3. Komponentlərin üzərini parçalamadan və çəkmədən düz yüzündə tamamilə düz olar və bu növ yüzünü dağılabilir yüzə adlandırır. Uçaqlar, cilindrlər və konunlar daşınabilir yüzlərə məxsusdur. Əgər bir parçan ın üzərini doğal olaraq yumşaq və düz yüzündə yayıla bilmirsə, bu səfərin üzərini, dörd yüzüyü və helik yüzüyü adlandırılır ki, yalnız az qala a çılır.
( 2 ) Çift metal işləmə metodu
1. Keçirmək: Keçirmək materyal kəsmək istədiyi şəkildə açılır. Materialləri kəsmək üçün çox yöntemlər var. Bu maşın vasitəsinin türünə və işləmə принsipinə görə bölünə bilər.
1. 1 Keç - İstədiyi şəkili kəsmək üçün kəsmək makinasını kullan. Tamlıq 0,2 mm ya da yuxarıya ulaşa bilər, əksəriyyətdə strip kəsmək və ya temiz maddələr kəsmək üçün istifadə edilir.
1.2 Punching and cutting - Use a CNC punching machine (NC) or a regular punching machine for cutting. İki dəyişiklik metodları da 0,1mm üstündə bir dəyişiklik ola bilər, amma əvvəlkilərin dəyişiklik işaretlərini kəsmək və düşük faydalanması vardır. Sonuncusunun yüksək faydalanması isə yüksək qiyməti var, böyük ölçüdə ürəklənmək üçün uyğun olar.
1.2.1 CNC punching makineləri materyali kəsmək sırasında düzəltmək üçün yuxarı və aşağı fərqli istifadə edirlər, işçilik parçasının istədiyi şəkili ürəkləndirən fərqli metal parçasını kəsmək və işçilik dağıtmaq üçün çalışma maşını istifadə edirlər. Həqiqətən, iki növ CNC punching makineləri var: Tailifu və AMADA.
1.2 Normal punching makineləri genellikle, ehtiyacı olan şəkili söndürmək üçün çoxluğun maşına uyğunlanması lazımdır. Bu, strip materyalini shearing makinesi ilə kəsdikdən sonra, punching makinesi ehtiyacı olan materyal şəkili söndürə bilər.
1.3 Laser kəsmək - lazer kəsmək ekipmələrini istifadə edir ki, materyalin istədiyi şəkili almaq üçün çarşaflı metal kəsmək üçün. Onun xüsusiyyəti yüksək dəqiqliyidir və çox kompleks şəklilərlə parçaları işləmə bacarılığıdır, amma işləmə maliyyəti relatively yüksəkdir.
2. Form:
Çift metal forması çarşaf metal işləməsində böyük işləmə metodumudur. Form iki növə bölünə bilər: manual forming və maşın forması. Əl forması çox sıfırla supplemental işləmə və ya işi bitirmək üçün istifadə edilir və az da istifadə edilir. Ancaq, kompleks şəklə və ya deformasyona layiq olan bazı maddələri işlədikdə, əlli forması hələ də münasibdir. Əl forması basit fixtures və jigs vasitəsilə tamamlandırılır. Bu metodlar çox istifadə edilir: bending, edging, trimming, arching, curling, and shaping.
Biz burada oluşan maşına müzakirə edirik: fərqlənmək, fərqlənmək.
2.1 Bending Forming - Yuxarı-yuxarı və aşağı çörəklərini düzəlt yatağın üstündə və aşağı çalışma çörəklərində ayrı-ayrı təyin et, işgənlərin qohum hərəkətini göndərmək və sürüşmək üçün servo motorlarını istifadə et, üst-aşağı çörəklərin formlarını birleştir və çarşafın metal formasını yerinə yetirsin. Düşünməyin doğruluğu 0,1mm olar.
2.2 Sıçrama Forming - Motor sürücü uçuş sürücüsünün üstünə sürücüsü ilə yaratdığı gücü ilə, üst və aşağı molların relatif şəkili ilə birləşdirilməsi və parçaların işləməsi və biçiməsi üçün fərqli metal dəyişdirilmişdir. Sıçrama formasının dəqiqliyi 0,1 mm yüksək olar. Punk makinelərini sıradan punk makinelərinə və yüksək hızlı punk makinelərinə bölünə bilər.
3. metal çarşaflarının bağlantısı
Metal çarşaflardan yapılmış Ventilation pürəkləri və komponentləri istifadə edilən metodların istifadəsi ilə bağlana bilər. Bu bölüm əslində ısırıq bağlantılarını tanıyır.
İki parça metalin (ya da iki parça parçasının) kenarlarını bir yerə yığıb bir-birinə qarşı sıxışlayın. Bu bağlantı metodumu parçalanmaq deyir. Çərçik metal bağlantısı istədiyi proqramı əldə etmək üçün müxtəlif parçaları birlikdə bağlanmaq prosesidir. Çift metal bağlantıları çatlama, çatlama, sürüclü bağlantılara bölünə bilər.
( 1 )
1. Türəklər
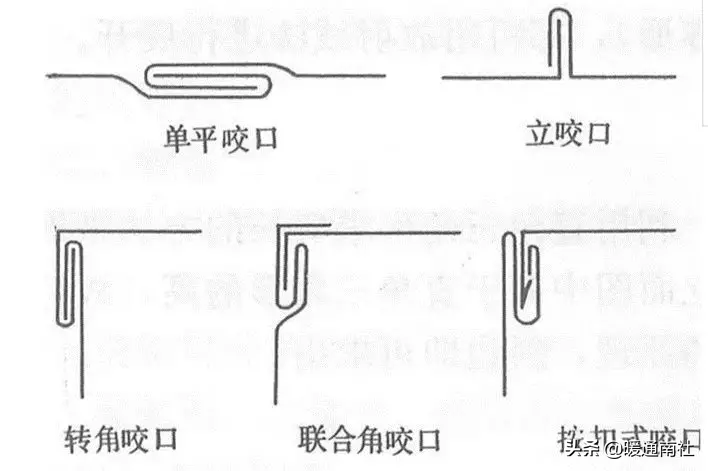
Üçək ısırılış və çubuq stili
2. Bit uyğulaması
Əlbəttə, bu bölgedə müxtəlif biçim türü istifadə edilir:
(1) Tək düz ısırıq tahtların oturduğu yerlərini, uzun-uzaqlaşdırmağın və komponentlərin oturduğu yerlərini parçalamaq üçün istifadə edir.
(2) Tək bir ısırıq, arxa-arxa çubuqlar və hava çubuqları üçün istifadə edilir.
(3) Üçək parças ı, birlikdə köçək parçası, parçası parçası uzunluğu qapılacaq parçaları və düzgün bölük parçaları və dişlərin köçək parçaları üçün istifadə edilir.
Biraz genişliyi və ruzi
Sətildə 8-1 göstərdiyi kimi, tüyün çubuğunun çubuğuna bağlı.
Ismaq ruzisinin böyüklüyü inmək genişliyinə, üstünlüyünün üstünlüyü və istifadə edilən maşınlara bağlı.
2. Yalnız təmiz ısırıq, tək təmiz ısırıq və köçək ısırıq üçün, bir çubuqda qalan dəyişik genişliyinə eşittir, digər çubuqda qalan dəyişik iki dəyişik genişliyidir. Beləliklə, ısırıq saxlanması üç dəyişik genişliyinə eşittir.
3. Birlikte köçək ısırılması üçün, bir çubuğun genişliğin in və digər çubuğun genişliğinin üç dəfə daha genişliğinin bərabər saxlayın, bu yüzden dörd dəfə çubuğun genişliğinin tamamilə saxlanılması olar.
4. Tövratın hər iki tərəfdə istifadə edilməsi lazımdır.
Bitlər öz əlində və ya mehanika olaraq edə bilər.
1. Əl bitmə
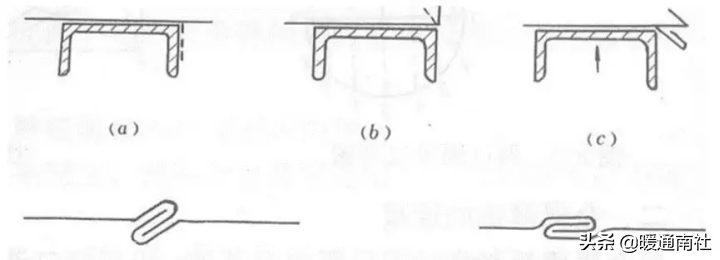
Əlaqə bitmə prosesidir:
(1) Aşa ğıda göstərilən tək düz bir ısırığın işləməsi, kanal dəliğin in kəndirləri ilə çəkilmiş süzgüllərini kanal dəliğinin kəndirləri ilə çəkilmiş bir plate yerləşdirir.
(1) Bit makineləri linear ısırma makineləri və elk ısırma makineləri də dahil edir. Bu ısırma şəkli doğrudur, yüzə düz, böyüklük müəyyən edir və ürəkləşiklik yüksəkdir.
(2) Mekanik ısırığı yaratmaq prosesidir ki, çarşafı metaldən çox cüt dönüş çörəkləri ilə müxtəlif groove şəklində istifadə etmək, çarşafın kenarını küçük-böyük tərəfdən dəyişdirməkdir və onu yavaşça tərəfləndirməkdir.
(3) Dərvəli hava pərdəli metaldən çıxartdığı zaman çarşaf metalini dağıtmaq və yığmaq lazımdır. Düzgünlü pürəklər yaratdığında, çarşafı metal karesini qatmaq lazımdır.
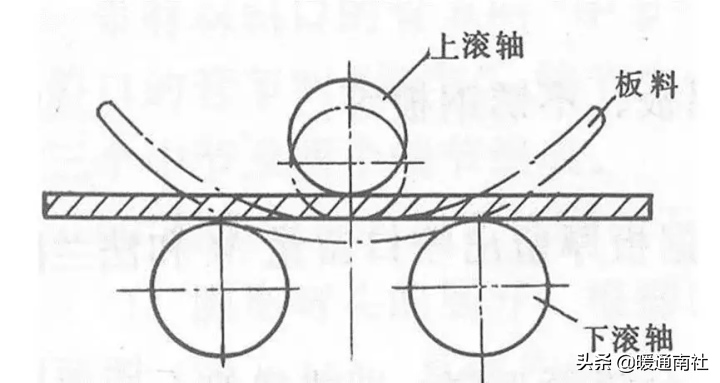
Dönüşən roller vasitəsilə çarşaq metalini qırmaq yolu çəkilmək, həmçinin qıvrılmaq kimi bilinir.
1. Basik prinsip: Dönüş və düzəltmə əsas prinsipi şəkildə göstərilir. Çift metal aşağı çubuğunda yerlənir, yuxarı və aşağı çubuqların arasındakı uzaqları düzəldə bilər. Uzaqlıq metalin ağırlığından az olduğu zaman, çarşaf metal yuvarlanacaq, ki buna sıkıştırma yuvarlığı deyir. Əgər dağılırsa, çarşaflı metal dağılır, dağılır və parçasını yaratdığında hələ düzgün tərəfdən uzaqlaşdırılır. Beləliklə, dönüşün əslində sürəkli əylənir.
3.1 Cənnət şəklinə bölünə bilər: CO2 süpürməsi, Ar süpürməsi, mühitlik süpürməsi
3.1.1 CO2 təmizləmə prinsipi: Mehanika təmizlənmək və ərimiş metal üçün koruma gazı (CO2) istifadə edin, oxidasyonu və nitridi ərimiş metal təmizlənmək önündə. Bu dəmir maddələrini təmizləmək üçün işlədirir. Karakteristik: möhkəm bağlantı və yaxşı möhürlənmək performansını istifadə edin. Müsibətlər: təmizlənmək sırasında asan deformasyon CO2 kömək ekipmələri galvenokārt CO2 kömək makinelərinə və CO2 kömək makinelərinə bölünir.
3.1.2 Ar arc welding mainly aluminium və çirkin dəli materyalları sulamaq üçün istifadə edilir. Onun işləmə prinsipi, mənfəətlər və tədbirlər CO2 kimidir, və bu tədbirlər də robot welding və manual welding olaraq bölüklənir.
3.1.3 Düşmənçilik təcavüzünün çalışma prinsipi: Hazırkı təcavüz parçasından keçirilən təcavüzlük istisini istiləndirmək üçün təcavüzlük parçasını eritir və istilənir. Bu ekipmanın ən çox Songxing seriyasını, Qilong seriyasını və.b.
3.2 Riveting bölünə bilər: pressure riveting bağlantısı, rivet bağlantısı və ya.b. Növbəti çaylar maşınları, çaylar silahları və POP çaylar silahları içəridir.
3.2
3.2.2 Rivet bağlantısı birlikdə iki komponenti çəkmək üçün nehirlərin istifadəsidir.
Yüzü tedavisi:
Üstünlük üzərində üzərində səviyyə tedavisinin dekorativ və koruma etkisi çoxlu industri tarafından tanınır. Çərçik metal industrisində, çox sıradan istifadə edilən yüzeyli tedavi metodları elektroplating, fırlatma və başqa yüzeyli tedavi metodları içəridir.
1. Elektroplating: galvanizing (color zinc, white zinc, blue zinc, black zinc), nickel plating, chrome plating, etc.
Ana funksiyası materyal üzərində korunmuş və dekorativ rol oynayan korunmuş bir katı yaratmaqdır.
2. Rozlu rəsmi iki növə bölüklənir: rəsmi və pul süpürüyü. Materialin əvvəlcə təhsil etdikdən sonra, süpürüyü süpürüyü və gazla parçasının üzərinə sürüklənir, işin parçasının üzərində süpürüyü olub, quru çəkdikdən sonra qorumaq üçün bir rol oynar.
Əl yapılmış qapılmış bor
Yaxınlıq olmayan ekipmələrdə və ya bir parça kiçik batch ürəkində, küçük parçaların sayısı kiçikdir ki, bending mols yaratmaq üçün ekonomik olmaz. Bu olaraq, əl çəkmək istifadə edilir. Əlaqə bağlamasının ən yüksək prosesləri qum dolması, işarə, ısınması və külək içərisində idi.
(1) Kum doldurduğu təpələri əllə birlikdə, dəli bor bölümünün dəyişməsini öndərmək üçün belə təpələr istifadə edilir: boru doldurub doldurur (quartz kum, rozin və aşağı eritmə nöqtəsi kimi). Böyük diametr dəli boru üçün kum genellikle istifadə edilir. Kum doldurmadan əvvəl, çelik borunun bir ucundan konik a ğaç çubuğu ilə birləşdir. Otun çubuğunda hava içərisində istiləndikdə və genişləndikdə boş yaymağa izin verir. Kum doldurduqdan sonra, həmçinin başqa ucundan ağaç çubuğu ilə birləşdir. Dəniz borusuna yüklənmiş kum təmiz, quru və sıxıntılı olmalı.
Ən böyük diametrlər olan dəli boruları üçün, ağaç parçalarını istifadə etmək yaraşmaz olduğu zaman dəli pəncələri istifadə edə bilər.
( 2 ) Dəniz borusunun istiləməsini müəyyən etmək üçün bir sətir çəkin
(3) Kömür, koka, kömür gazı və ya ağır yağı yakıb kimi istilə edilə bilər. Sıcaklığı yavaş və uniforma olmalı, və sıradan karbon dəli üçün istilik sıcaklığı genellikle 1050 °C. Soğuk çöpçülük dəli və bağlı çelik boruları üçün istifadə edilir.
(4) Köpüklü və ısınmış dənizin borusu bir əlli düzəltmə cihazı üstündə yerləşdirə bilər.
İlk bağlı bor
İlk küçük boru, boru küçük maşına istifadə edərək geri çevrilən boru türüdür. Mərkəzin fəaliyyəti, bor çəkildikdə, qarışıq bölümünün deformasyonu önlənməkdir. Mərkəzi çörpələrin formları çevrili baş, işarə edilmiş baş, kaşın şəkli, tək yol birlikdə, universel birlikdə və fleksible çörpələrdir.
Mərkəzin çəkilmiş borunun keyfiyyəti borunun şəklinə, böyüklüyünə və boruna genişlənən nütfədən bağlıdır.
Böyüklük bağlı bor
Böyük küçük tüpü, küçük kütük bölümünün deformasyonu ilə çevrili deformasyon metodlarını istifadə etmək üçün dəniz bölümünün deformasyonunu kontrol etmək yoludur. Bu, küçük bölümünə girməmişdən əvvəl dənizin dışındakı təpənin dışında dənizin tüpünün deformasyonunu çəkməyə və ya küçük dənizin dənizin bölümünün deformasyonunu çəkməsindən əvvəl dənizin tüpünə istifadə edilməsini təsdiqləyir.
Böyük tüpü genişliyi istifadə edilir. Dəniz borusunun küçük radiyusu 1,5 dəfə borunun diametrindən daha böyük olduğu zaman, mürəkkəzin küçükləri genellikle istifadə edilir. Mərkəzi çəkilmiş borlar yalnız böyük diametrlər və daha inci duvar çəkilməsi üçün istifadə edilir.
Əksinə, üst basınç çəkməsi, orta frekans çəkməsi, alov çəkməsi və istirahət çəkməsi kimi tüpü çəkmə metodları var.
Dönüş boru
İki türlü dəlidir boru var: boş dəlidir boru və qapılmış dəlidir boru.
Səmirli dəli boru
Silahsız dəli boruları sıcak qurulmuş borulara, soğuq çıxarılmış borulara, extruded borulara və ya da bölünür. Çift şəklinə görə, iki növ var: dörd və ədalətli. Dörd dəlidir boruları məktəbə, ovlu, üçlü, ulduz biçimli və bənzər. Müxtəlif məqsədilə, çox çəkilmiş və inci çəkilmiş tubalar var, və inci çəkilmiş tubalar çox yayılmış metal parçaları üçün istifadə edilir.
Qapılmış dəniz boru
Qapılmış dənizin boru, qurulmuş dənizin boru kimi bilinir, dənizin parçaları ilə yapılır və iki növü içində gəlir: galvanized və galvanized deyildir. Əvvəlkiləri ağ dəmir boru deyir, sonuncu is ə qara dəmir boru deyir.
Dəniz boruların tərzlərini metrik sistemində dış diametri və duvarın kalınlığı kimi ifade edilir və imperial sistemində iç diametri kimi (in ç) olar.
Dəniz boruları üçün böyüklük işarə metodu: dış diametri, duvarın çəkilişkisi və uzunluğu, tüpü D60106000 kimi
Çap metal parçalarının bağlantı metodu:
Tövrat metal parçaları tamamlanmaq üçün müəyyən bir yolla bağlanan çox komponentlərdən oluşur. Genel istifadə edilən bağlantı metodları təmizləmə, qaynamaq, sürüclü bağlantı və genişləmə birlikləri də dahil edir. Dəniz boruların arasındakı bağlantı da üstündəki metodları qəbul edir. Qaynamaq, çaylar və bağlantılar barəsində
Xüsusiyyətlər möhürlənmək və sürətlənmək üçün dəli boru və boru platelərin deformasyonunu istifadə edən bağlantı metodu. O, çelik borusunun diametrini genişləmək üçün mehanik, patlayıcı və hidrolik metodlarını istifadə edə bilər, çelik borusunun plastik deformasyonu və tüp dişlərinin elastik deformasyonu olaraq. Tüp dişlərinin yenidən parçasını istifadə edərək çelik borusuna radiyal basıncılığı istifadə etmək üçün, çelik borusun və tüp platesinin arasındakı birlikdə yetər genişləmə qüvvəsi var. Aynı zamanda istifadə etmək üçün mühürləmə gücü (basınç müqabiliyyəti) də gözəl olmalıdır.






