

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Bir çarşaf metal parçası nədir? Çift metal parçaları metal çarşafları üçün çox soğuq işləmə süreçidir (genellikle 6mm daha az), ki bu parçalar içərisində parçalanma, punching/cut/composite, folding, welding, riveting, splicing və məlumatları ürəkləmək üçün yaradılır.

Xüsusiyyətlər:
1. Uniform thickness. For a part, the thickness of all parts is consistent
2. Aşıq ağırlıq, yüksək qüvvət, davranışlıq, düşük malik və böyük ölçülü ürəkdə yaxşı performans
Tehnologiya işlətməsi
1. Keçir
Gedişləmə procesində istifadə edilən ekipmələr, metal çarşafını temel şəkildə kesə bilən bir maşındır. Onun mənfəətləri düşük işləmə maliyyətidir. Müsibətlər: Tamlıq ortalamadır, kəsməkdə qırılır, kəsmək şəkili tək idi, bunların hamısı sadə düzgün çətinliklərdən və başqa basit şəkillərdir.
Keçməzdən əvvəl, parçaların böyüklüyünü hesablamaq lazımdır. Bütün genişlənmiş böyüklüyü küçük, küçük, çarşaf materyalı və çarşaf böyüklüyünə bağlı.
2. Acil
The equipment for punching process is a punching machine, which can further process and shape the cut material. Müxtəlif şəklə düzəltmək fərqli çöplərə ehtiyacı var, ortaq çöplərdə ətraflı çöplər, uzaq çöplər və çöpələr vardır. Yüksek doğruluq.
Boss: The material should not be removed, and the height of the boss is limited, which is related to the material of the board, the thickness of the board, and the angle of the boss slope.
Sıcak dağıtılış çöpələri, quruluş çöpələri və.b. Düzəltmək təsirlərinin səbəbi, dizayn çöpünün kənarının və çöpünün kənarının arasındakı uzaqlaşması sınırlı olacaq.
3. Laser kəsmək
Lazeri kəsmək makinesi
İşləri kəsmək və yumurtlamaq üçün çıxarılmayan materyallər, yaxud yüksək çətinliklə çəkilmək üçün, çəkilmiş köşeylərlə bənzər, yaxud lazer kəsmək üçün hazırlanmaq üçün hazırlanmaq üçün hazırlanmaq üçün hazırlanmaq üçün, lazer kəsmək materyalin formasını tamamlamaq üçün istifadə edilə bilər.
Tərəflər: Yapraqlar, çiçəklər və bənzər hər cür şəkili kəsməyə qadir olmayan, yüksək dəqiqliyyat kəsməyə qadirdir. Disadvantage: High process cost
4. Bending

İşləmə cihazları: bending machine, rolling machine
Onlar istədiyi şəkildə metal çarşaflarını dağıyabilir, bu da komponentlərin yaratması tərzidir. İstədiyi şəklə yaratmaq üçün bir maşının yuxarı və a şağı qıçları ilə metal çarşafını soyuq basmaq üçün təşkil edilən sürəti təşkil edilir.
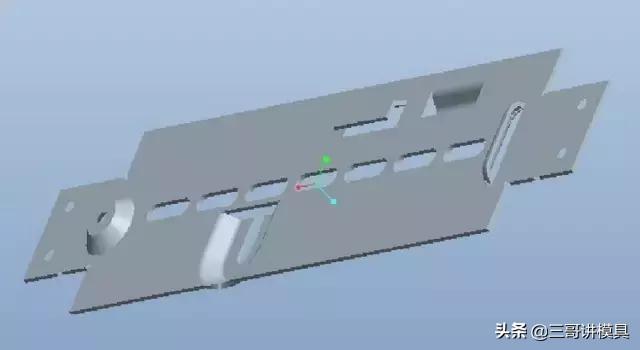
Beləliklə, düzəltənin metal parçalarını yaratmaq üçün son adımdır, parçaların açılıb şəklinə çəkilməsi üçün bir neçə nöqtələr var.
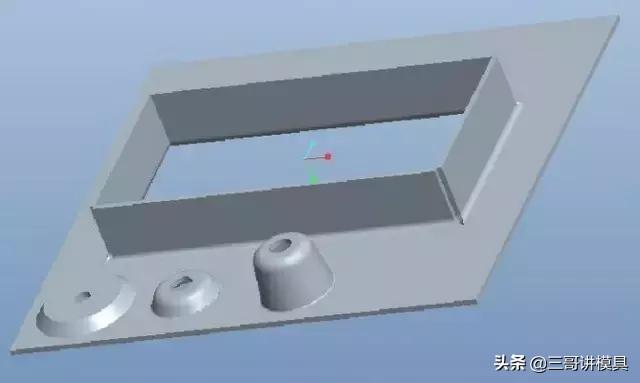
1. Aşağıdaki nümunədə göstərilən materyal zəifliyi. Protrusiyon çox yüksəkdir və materyal çətinliklərindən çox yüksəkdir. Protrusiyon qurulma böyüklüyünü artırmaq və yerləşdirmə münafiqlərindən çəkinmək üçün istifadə edilir. Beləliklə, protrusiyon materyal içəri strukturlarını dəyişdirmək və strukturlu qüvvəti təsir etmək üçün istifad Misal olaraq, konveks cone və referens uçağının arasındakı açı 45, yüksək üç dəfə çəkinin çəkinindədir.
2. Küçük materyallar: Küçük materyallər çox qapılmış qapılmış kəndlər vardır, bu cürbəcür proses xətalarından və ya xətalarından çəkilir.
3. Yaxınlıq qurmaqları: çoxluğu çəkmə makinelərin bəzi qurmaqları
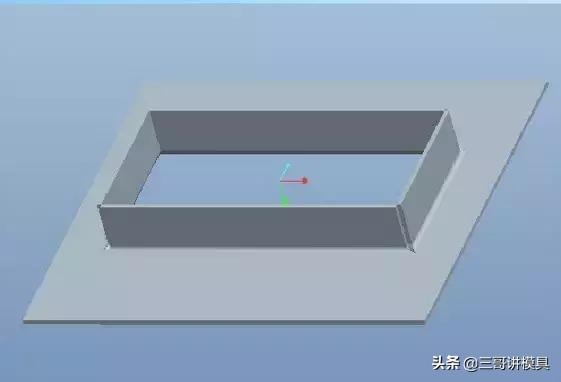
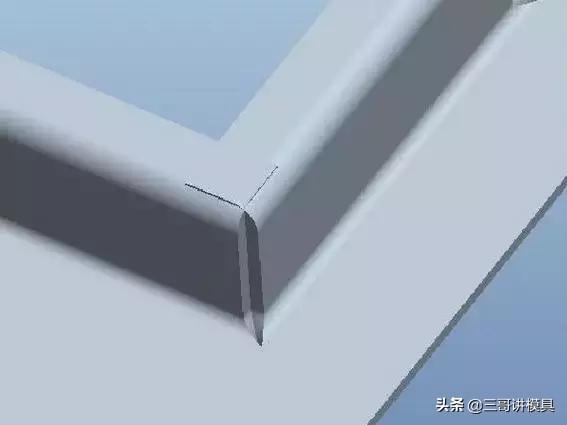
Bütün tərəfli yüksək: Bütün tərəfli maşının böyüklüyü və kəsmək kəsmək boyuncu çoxlu tərəfli böyük böyük a çı bending metodu ilə müəyyən edilə bilər
İkinci yüksək: bir tərəfdən ən yüksək yüksək deyil. Bir tərəfin yüksək yüksək tərəflərinin yanında, bu da aşağı tərəfə tərəfə tərəfləndirilir: yüksək 4. As sheet metal parts are formed by bending a thin metal sheet, the contact between the bent edges is not sealed and there is no rigid connection. If not treated, it will affect the strength. The usual treatment method is welding. The technical requirements on the drawing include: welding angle, welding angle, and rounding 5. Yüzü tedavisi Çərçik metal parçalarının inci çətinliklərinə görə, onlar isti-dip galvanize üçün uyğun deyillər. Ortaq yüzə tedavisi metodları fosfatlı və elektrostatik fırlatma və rəngli proyekti ilə dəyişir. Bu proses yaranmamış yüzeydə qara parçalar üçün uyğun deyildir. Bütün bunlar metal parçaları və işləmə tekniklərinin bəzisi üçün. Siz onların haqqında öyrənmişsiniz? Əgər bir sual varsa, lütfen onları aşağıdaki komentar bölümündə deyin.







