English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Увод працэсу: метальная маркаванне - метальны метад апрацоўкі, заснаваны на пластычнай дэфармацыі металу. Яна выкарыстоўвае маркі і маркаванне прылады для выкарыстання ціску на металь ліста, выклікаючы пластычную маркаванне або аддзельнік металу ліста, атрымаючы часткі Тэхналогія фармацыі стампінгу грае важную роль у працэсе вытворчасці аўтаматыўных організмаў.
Мэтал можа быць выкарыстоўваны для апрацоўкі глыбокіх канкавых метальных форм, і патрэбныя апрацоўкі для форм адносна высокія, і гэты працэс адпавядае толькі вялікай прадукцыі. У гэтым працэсе высокая дакладнасць працэсу, і не адбываецца значных зменаў у тоўшчыні матэрыялу. Калі адносіна паміж глыбіню і дыяметрам зменшаецца, машынны працэс вельмі падобны да глыбокага малявання, і ні адзін з гэтых машынных працэсаў значна зменшуе тоўшчыню матэрыялу.
Масавая прадукцыя частак патрабуе ўвесь час выкарыстоўваць некалькі працэсаў формування і выразу на базе прагрэсіўных інструментаў. Серыя форм важныя для хуткага апрацоўкі. Пры працэсе апрацоўкі частак часам неабходна выканаць другую аперацыю на раней фармаваных частках. Некаторыя часткі могуць патрабаваць 5 або больш аперацый, якая адлюстроўвае колькасць працэсаў. Гэты працэс можа апрацоўваць металічныя лісты ў цыліндрычныя, канічныя і папісферычныя формы. Частая камбінацыя маркавання і націску ў працэсе дае цэлым дызайнам шмат варыянтаў, напрыклад, калі машынаванне краяў блангаў, асіметрычных коляцаў і форм з перфарацыямі, адрозніваюцца асаблівыя асаблівасці гэтага працэсу.
Тэхнічны апіс 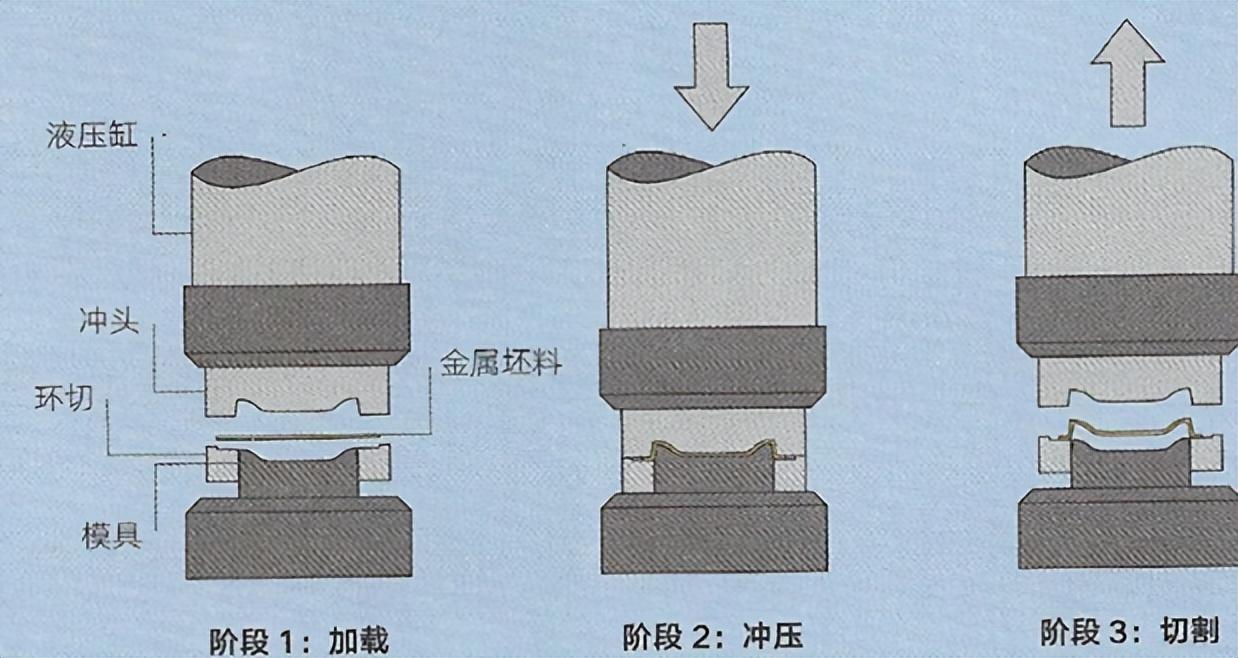
Metal Stamping — гэта спецыфічны працэс, выкананы на ўдароўнай машыне, якая перадае энергію ўдароўкі ў ўдароўку праз гідраулічны цыліндр або механічную прыладу (напрыклад, камеравы націск). Агульна, гідраўлічныя цыліндры выбраныя, таму што яны маюць універсаваны цяжк у ўсім цыкле маркавання, а тыя, хто выкарыстоўвае механічныя прылады, таксама маюць месца ў індустрыі металу-працэсу
Панкі і формы спецыялізаваныя і звычайна выконваюць толькі адну аперацыю формування або удару. У аперацыі металевыя білеты зазвычайна загружаюцца на працоўную ланку. Затым падключыце удар і скончыце працэс формування часткі ў адным удару.
Пасля завершення формування стрэптыптызатар рухаецца ўверх і выштурхае частку, у якой кропцы частка выдаляецца. Часам формуванне часткі — гэта працягнуты працэс, і пасля апрацоўкі ён таксама павінен працягнуць працэс маркавання. Гэта звычайна называецца працягвалым працэсам і формуваннем формы.
У гэтых умовах апрацоўкі апрацоўаныя металевыя часткі перадаюцца на наступны фаз апрацоўкі на працоўнай службе. Name Большасць сістэм аўтаматычная і высокая хуткасць працэсу. Наступны крок можа ўключыць апрацоўку прыціску, маркаванне, захоўванне або іншае другое апрацоўванне.
Звычайнае прыкладанне апрацоўкі маркавання вельмі шырокае. Вялікая большасць вялікага маштабу металевых працэсаў у аўтамабілізацыйнай індустрыі маркуюць маркуцыю або экструсію, уключаючы аўтамабілізацыю, дзвярэй і адкрыццё.
Гэты працэс выкарыстоўваецца для апрацоўкі тэлефонаў металевых камераў, мобільных тэлефонаў, тэлевізараў, домашніх прылад і MP3 гульцоў. Гэты працэс таксама выкарыстоўваецца для кухні і офісаў, інструментаў і ножаў. Знешняя форма і ўнутраная структура частак можна апрацоўваць праз гэты працэс.
Малая пакетная прадукцыя частак, выкарыстоўваючы адносныя працэсы, дасягваецца праз апрацоўку металу на лісце, кручэнне металу або фармацыю нахілення. Гэтыя працэсы могуць вырабляць формы, падобныя да металу, але патрабуюць адносна высокія магчымасці працы.
Хоць працэсы маркавання і глыбокага малявання падобныя, яшчэ існуюць значныя адрозненні. Калі глыбіня часткі большая за 1/2 дыяметра, частка павінна быць пашыраная, каб зменшыць тоўшчыню сцяны. Гэта патрабуе паступовую і павольную аперацыю, каб адхіліць надзвычайнага расцягвання і разрывання матэрыялу.
Суперпластычная фармацыя можа выкарыстоўваць простыя аперацыі, каб вырабляць больш і глыбокія часткі. Тым не менш, гэты працэс абмежаваны алюмініумам, магнізмам і тытанам, таму што ён патрабуе, каб матэрыял меў суперпластычнасць.
Метальныя профілі, якія формуюцца апрацоўваючы якасць, змяшчаюць канцілітет і сілы метальных матэрыял часткаў, паляпшваючы цвёрдасць і яркасць.
Калі патрэбныя эфекты паверхні не асабліва строгія, часткі павінны быць толькі трохі апрацаваныя пасля дэфармацыі. Песячны выбух выкарыстоўваецца для змены грубасці паверхні. Часткі таксама могуць быць далей апрацаваныя праз прадухі, маляванне або электроплацінг.
Гэта метады хуткай і дакладнай вытворцы плошкіх канкавых форм з дапамогай металу лістаў. Кругі, квадраты і шматкутнікі могуць выкарыстоўваць гэты працэс.
Тонкія сцянныя часткі могуць паляпшыць сілу частак дадаваўшы рэбра, і гэта можа зменшыць вагу і кошты апрацоўкі. Выбар адпаведнай формы можа працаваць профілі з складанымі крывамі і складанымі паверхнямі. Падпаведны працэс для выканання гэтай працы - працэс металу лістоў, але патрабуе высока навучаных працаўнікаў. Мяккія формы можна выкарыстоўваць для працэсу металу лістаў і металу. Адзін бок гэтай формы зроблены з цвёрдай гумы, якая можа выкарыстоўваць дастаткова прыціску, каб стварыць металевы білет на ўдар.
Размяшчэнні праекту: Стэмпінг адбываецца на вертыкальнай восі. Такім чынам, канкавы кут фармуецца ў другім маркаванні. Другія маркаванне ўключае дэфармацыю прыціску, пашырэнне рэзкі і захоўванне.
Першая аперацыя маркавання можа зменшыць дыяметр адмысловага матэрыялу толькі на 30%. Працяглая аперацыя можа зменшыць дыаметр на 20%. Гэта азначае, што апрацоўка некаторых частак патрабуе некаторую колькасць працяглага маркування.
У тэхналогіях глыбокага малявання працэс часта абмежаваны машыннай магчымасцю апрацоўкі. Памер пасцелі машыны вызначае памер білету, а трэк вызначае даўжыню расцягвання. Цыкл апрацоўкі вызначаецца маршруткай і складнасцю частак.
Таўшчыня маркаванай нерухомай сталі паміж 0,4 і 2 мм, і магчыма апрацоўваць даўжыню да 6 мм, але яна будзе ўплывацца на форму і форму.
Шмат металічных аркушаў, напрыклад, вуглецевай сталі, нярэзкій сталі, алюмінію, магнізіум, чашка, мядзе, мядзе і цынк, можна апрацоўваць выкарыстоўваючы гэты працэс.
Кашты апрацоўкі адносна высокія з-за неабходнасці высокай сілы металу падчас апрацоўкі. Палова цвёрдыя гумкі маюць ніжэйшыя кошты, але ўсё яшчэ патрабуюць аднобаковыя металічныя інструменты і падыходзяць толькі для маленькіх пакетаў.
Цыкл апрацоўкі вельмі кароткі, і 1 да 100 частак можна апрацоўваць за адну хвіліну. Замяніць і наладзіць формы патрабуе некаторы час.
Працоўны кошт адносна нізкі з-за высокай ступені аўтаматызацыі. Польская і полісаванне значна павялічыць працоўныя кошты.