English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

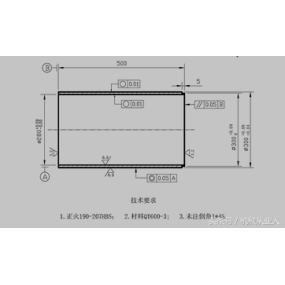
Сёння я буду казаць пра тры спосабы працэсування дакладнасці дзірак.
Першым тыпам — дзірка на кісткі.
Спачатку выбурхніце ўперад выбурхнутую дзірку, пакінуўшы некаторыя маргіны, а затым выкарыстоўвайце выбурхніка для выбурчэння.
Гэты метад просты і адносна хуткі. Кашлях кашлях, машынны пераключальнік побач з ім сказаў: "Што, што, вы заўсёды выкарыстоўваеце рыжальніка, плакаеце, вы клапаціцеся пра калін ножа." Пасля гэтага сказаў я пайшоў да суперніка і плакала. Пасля слухання суперніка я пайшоў. Выявілася, што я нічога не зрабіў на працягу доўгага часу, і
Гэта ўсё, што гэта патрабуе. Не распаўсюджвайце чуткі. Калі машына добрая, першым павінны быць выкарыстоўвацца дзіркі з кісткамі.
Яна можа апрацоўваць невялікія дзіркі ў дыяпазоне ад 2мм да 10мм, якія больш прыдатныя для выкарыстання. Аднак спецыфікацыі курсоў на рынку далёка ад гэтага. Звычайна выкарыстоўваемыя дзіркі з' яўляюцца 4 з плюс або мінус 2 'c', 6 з плюс або мінус 2 'c', 8 з плюс або мінус
Марж не можа быць занадта шмат пакінуты, 0. 1 з аднаго боку найбольш ідэальны. Напрыклад, для 4 мм, пачнем з 3,8 мм. OK。
Хуткасць, хуткасць і агульнасць прылічэння дзіркі клетка ў некаторым выпадку ўплываюць на памер дзіркі, і пры практычнай аперацыі яна павінна быць адпаведна наладжаная. Або G01, і G81 можна выкарыстоўваць для выкарыстання.

Другі тып. Міленне дзірак можна падзяліць на два тыпы.
Адна ў форме святлага края, а другая ў форме ўзровенай вышыні
Гэта лёгка зразумець. Спачатку, зрабіце грубы рэз з межам, а потым выкарыстайце гладкі рэз. Хіба гэта не вельмі проста
Форма гладкага края таксама патрабуе калінг ножа. Без калінга ножа, можа быць тапер. Калі верхні калінуецца, ніжні будзе недэфектыўны.
Што тычыцца формы роўнай вышыні, перамяшчэнне ножа не павінна быць занадта вялікае, якое можна ігнараваць. Калі ён павярнуецца як метла, ён не можа быць кінуты. Форма роўнай вышыні можа вырашыць праблему тапера, але яна павялічвае час і прылады.
Дадатны для апрацоўкі больш вялікіх дзірак, у дыяпазоне ад 3мм да 25мм, з глыбіню, якая занадта глыбокая, залежыць ад сітуацыі.
Калі некаторыя машыны апрацоўваюць маленькія дзіркі, іх рухі прымушаюць машыну дрыжаць, так што яны могуць толькі зменшыць хуткасць дадзеных.
Гэтыя два тыпы трэба выкарыстоўваць разам з G41D - для лёгкага адладкі.

Трэці тып. Нудавая дзірка
Нанудно таксама патрабуе грубага выразу, пакінуць досыць прасторы, а затым выкарыстоўваючы нудны інструмент для дакладнага машынаўлення. Тут патрабуецца асаблівы інструмент, нудны інструмент. Калі вы не ведаеце, як гэта выглядае, вы можаце пайсці і прачытаць маю арты
Глыбіня можа быць ігнараваная, але яна залежыць ад умоваў інструменту. Глыбіня і перпендыкулярнасць дзірак, апрацоўваных нуднымі дзіркамі гарантуюцца, і яны могуць быць кантроляваныя каля 1 c. Яны адносна шчыльныя і могуць быць выкарыстоўвацца разам з пендулям, каб дасягнуць дакладнасці машынаў. Мы рэкамендуем выкарыстоўваць G76 для апрацоўкі тут.

Ну, гэта ўсё для сённяшняга дзялення. Гэта гарачае надвор'е, так што ўсе вы, клапаціцеся пра сябе і піце шмат вады.
Наступны раз я не магу знайсці яго, так што вы можаце паслядоўваць за мной. Адпаведныя артыкулы пастаянна абнаўляюцца, і мы вітаем усіх, каб абмеркаваць. Давайце вучыцца разам, зрабіць прагрэс разам, і атрымаць прамову і плаціць. Гэта, ад гэтага часу, мы дасягнем верхн