English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

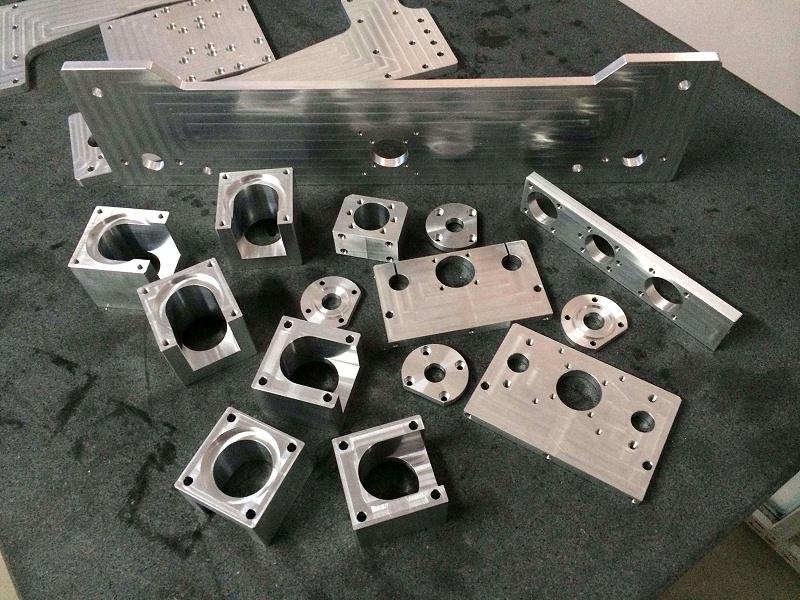
Аппаратные части, английское название "Аппаратные части" или "Металлические детали". Традиционные аппаратные части, также называемые мелкой фурнитурой, аппаратными аксессуарами. Это относится к различным металлическим приборам из железа, стали, алюминия и других металлов посредством физической обработки, такой как ковка, каландрирование, резка и так далее. Аппаратные части включают в себя детали для пресс-форм, механические детали для оборудования, детали для окон, детали для судового оборудования, детали для строительной техники, детали для аэрокосмической техники и средства безопасности. Большинство мелких аппаратных изделий не являются конечными потребительскими товарами. Они используются в качестве вспомогательных продуктов для промышленного производства, незавершенных работ и инструментов, используемых в производственном процессе и т. д. Точная обработка деталей Только небольшая часть ежедневных аппаратных изделий - это товары народного потребления, необходимые для жизни людей.
 Технические требования для обработки деталей точности в Шэньчжэне:
Технические требования для обработки деталей точности в Шэньчжэне:
1. Части извлекают масштаб оксида.
2. На обрабатывающей поверхности деталей не должно быть никаких царапин, царапин или других дефектов, которые повреждают поверхность деталей.
3. Удалить заусенцев вспышки.
4. После закалки и отпуска лечение, HRC50 ~ 55.
5. Части закалены на высокой частоте, закалены на 350 до 370 градусов по Цельсию, и HRC40 до 45 градусов по Цельсию.
6. Глубина цементации 0,3 мм.
7. Выполните высокотемпературную обработку старения.
8. Обработка прецизионных деталей без допусков формы должна соответствовать требованиям GB1184-80.
9. Допустимое отклонение размера немаркированной длины составляет 0,5 мм.
10. Диапазон допусков отливки симметричен базовой размерной конфигурации грубого отливки.
11. Незаполненный радиус филе R5.
12. Неотмеченные фаски - 245.
13. Острый угол перевернут.
14. Каждое уплотнение должно быть смочено в масле перед собранием.
15. Сборка подшипников качения позволяет использовать нагрев масла для горячей загрузки, и температура масла не должна быть разрешена