English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

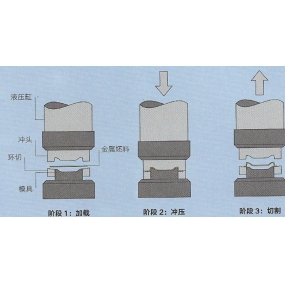
Матрица в штамповочном штампе производителя штамповочных деталей является одним из наиболее важных компонентов всего штампа. Качество штампа напрямую определяет, может ли быть изготовлена квалифицированная штамповочная деталь. При проектировании штампа необходимо обратить внимание на следующие моменты:
1. Отверстие штамповочного штампа не может быть сделано в полость с прямой стенкой
Для того, чтобы заготовки или отходы легко падали, полость матрицы не должна быть превращена в прямую стенку, а должна быть превращена в коническое, цилиндрическое отверстие с конусным или цилиндрическим отверстием ступенчатое. Цилиндрическая матрица с отверстием более удобна в изготовлении, прочность края высока, а размер края остается неизменным после шлифования. Это наиболее распространенная конструкция штамповочной матрицы. Если внутренняя стенка матрицы представляет собой прямую стенку, перфорированная заготовка или отходы застревают во внутренней полости из-за большого размера. Если накопление слишком много, матрица расширится и треснет.
2. Толщина штамповочного штампа не должна быть слишком маленькой
Толщина штамповочного штампа напрямую влияет на прочность, жесткость и долговечность штампа, а его размер связан с давлением штамповки. Толщина штамповочного штампа не должна быть слишком маленькой, потому что отверстие на основании штампа или опорной пластине под штампом больше, чем отверстие штампа. Если толщина штампа слишком мала, это приведет к тому, что штамп будет скручен и деформирован во время работы и даже поврежден.
3. Толщина стенки штамповочного штампа не должна быть слишком маленькой. Толщина стенки штамповочного штампа напрямую влияет на прочность штампа.
Если толщина стенки штампа слишком мала, во время штамповки будет отсутствовать прочность штампа, и он может сломаться. Поскольку сила штампа беспорядочна во время штамповки, производители деталей для штамповки должны определить толщину штампа на основе эмпирических формул или взаимных связей. 000 @ 000
4. Высота режущей кромки штамповочного штампа не должна быть слишком большой
Существует два основных типа штамповочных штампов. Один из них - цилиндрическая диафрагмовая матрица, обладающая высокой прочностью края и высокой размерной точностью штамповочных деталей. Другой - штамп с коническим отверстием, который имеет низкую прочность края n, но накопление заготовок или отходов в отверстии непросто. Сила трения и расширения на стенке отверстия невелика, поэтому износ матрицы и количество шлифования каждый раз невелики. Размер края увеличивается после шлифования, но величина увеличения очень мала, что мало влияет на срок службы матрицы. Этот вид матрицы обычно используется для штамповки заготовок с низкими требованиями к точности, простой формой и тонкой толщиной материала. Высота края штамповочной матрицы не должна быть слишком большой. Если высота края слишком велика, отходы штамповки будут накапливаться больше, что увеличит давление штамповки, толкающее усилие и износ стенки отверстия. После того, как штамп изношен, отверстие может образовать перевернутый конус, в результате чего отходы скачут на рабочую поверхность штампа и повредят штамп. Таким образом, после износа кромки количество шлифования каждый раз велико, а общий срок службы штампа невелик. Высота штамповки U не должна быть слишком мала. Если высота кромки слишком мала, количество раз шлифования после износа штампа будет уменьшено, а общий срок службы штампа также уменьшится.
Эта статья от EMAR Mold Co., Ltd. Для получения дополнительной информации, связанной с EMAR, пожалуйста, нажмите: www.sjt-ic.com!