English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

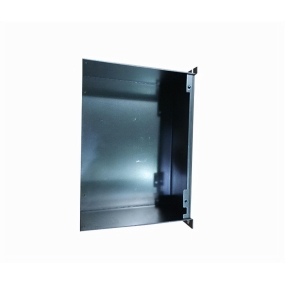
Теперь, хотя срок службы металлических штамповочных деталей осуществляется по отраслевым стандартам, большинство деталей может достигать более 15 000 раз, а испытание солевым туманом проверяется в течение 96 часов, что теоретически должно иметь срок службы более десяти лет. Использование металлических штамповочных деталей подвергается воздействию воздуха, что вызывает коррозию, сокращает срок его службы и вызывает ненужные потери. Поэтому очень необходимо повысить его коррозионную стойкость. Так что как повысить коррозионную стойкость металлических штамповочных деталей - проблема, достойная нашего внимания. Давайте выясним.
Как улучшить коррозионную стойкость металлических штамповочных деталей:
Во-первых, улучшите коррозионную стойкость черных металлов; в настоящее время большое количество материалов, используемых в штамповочных деталях Аньхой, - это углеродистая сталь, такая как шкафчики трансмиссии, облицовочная сталь и т. д. Для углеродистой стали то, как улучшить коррозионную стойкость, является ключом к влиянию на срок службы. Из-за частого воздействия дождя и солнечного света поверхность, контактирующая с профилем менее трех лет в Шанхае, серьезно подвержена коррозии. Обратитесь к соответствующим материалам, чтобы увидеть: причина в том, что поверхность профилей ПВХ может быть свободна от HCL под действием света и тепла во время процесса старения, что оказывает сильное коррозионное воздействие на оцинкованный слой, что может объяснить, почему коррозия возникает на поверхности, контактирующей с профилями ПВХ;
Во-вторых, это потому, что покрытие слишком тонкое. Согласно соответствующим британским стандартам, в дополнение к испытанию на нейтральный солевой спрей, который должен достичь 96 часов в суровых условиях, толщина оцинкованного слоя составляет не менее 40 мкм. Текущие отечественные стандарты часто учитывают только время испытания солевым спреем, а не толщину покрытия. Если пассивирующая пленка не повреждена, около 10 мкм покрытия могут пройти нейтральный тест на солевой спрей в течение 96 часов. Если пассивирующая пленка повреждена, она легко ржавеет. Отечественная гальваническая промышленность обычно считает, что 96-часовой тест солевым спреем - это только проверка защитных свойств оцинкованной пассивирующей пленки, а толщина оцинкованного слоя делится на три категории в зависимости от условий использования: отличная окружающая среда, общая окружающая среда и суровая окружающая среда. Толщина оцинкованного слоя составляет 61 мкм, 121 мкм и 24 мкм соответственно.
Выше изложена проблема того, как улучшить антикоррозионные характеристики металлических штамповочных деталей, проанализированных нашей компанией для вас, и как улучшить коррозию штамповочных деталей из нержавеющей стали, продлить их срок службы и повысить эффективность работы. Если вам нужно знать другие небольшие знания, пожалуйста, продолжайте следовать за нами, мы время от времени объясним вам.