

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Студената обработка на ламарина е процес на рязане, оформяне, свързване и други процеси около суровини като листове, профили и тръби.Тя има свои собствени характеристики и характеристики на обработка, като по този начин формира собствено уникално съдържание на обработката, производствен процес и работни стандарти.
Специфичното работно съдържание на обработката на ламарина е свързано със структурата и сложността на компонентите на ламарината.
Разбирането на чертежите на листови части е предпоставка за обработката на листови метали.Само чрез разбирането на чертежите на части можем допълнително да анализираме и изясним структурата на частите, да разберем формата, състава, размерите и съответните технически изисквания на компонентите и да продължим с последваща обработка. Чертежите на листови части са не само основа за обработка, но и основа за проверка на продукта и са важни технически документи в производството.
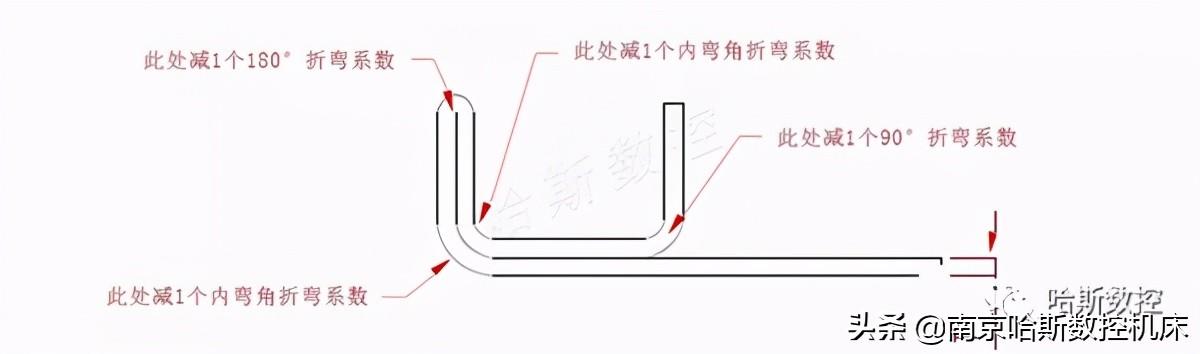
Въз основа на разбирането на чертежа на листовата част оформлението за разгъване трябва да се основава на вида на материала, структурните характеристики, формата и размерите на компонента на листовата ламарина.След анализ и избор на производствения процес трябва да се извърши подходяща обработка на обработения компонент (като добавяне на разрешение за обработка, определяне на радиуса на огъване на неутралния слой на огъвания компонент и т.н.), и необходимите изчисления (за части с прекалено сложни изчисления, те могат да бъдат определени чрез експерименти в производството) и разгъването трябва да се извърши, за да се получи диаграмата за разгъване (която е диаграмата за разгъване), данни за разгъване, шаблон за маркиране или проверка на всички или част от частите, точно нарисувани в съотношение 1:1, изисквано в производствения процес на продукта. Разгъването и оформлението е първият процес на обработка на ламарина и по същество е и едно от работното съдържание на формулирането на технологични спецификации (процесни документи, които определят производствения процес и методите на работа на компонентите от ламарина).
Подготовката на производствените спецификации принадлежи към подготовката на технологиите за производство на компоненти от ламарина, която обикновено се завършва от инженерен и технически персонал. Въпреки това, в различни индустрии и предприятия от различни мащаби, подготовката на технологичните спецификации може да варира леко в зависимост от сложността на компонентите, или може да има ситуации, в които техници на студена ламарина или висши работници на студена ламарина са отговорни за тяхното завършване. Обикновено обикновените работници от студена обработка на ламарини трябва само да завършат задачите по маркиране (маркиране) на разгъната схема на оформлението на обработените компоненти, изготвяне на образцови пръти, шаблони и т.н. въз основа на съответните технически документи, като разгънати диаграми на оформлението.
Панорама
3.Производство и обработка: Въз основа на съответните документи за технологията за обработка на листове се използват различни оборудване и инструменти за обработка на листове и различни методи на обработка (включително топлинна обработка, повърхностна обработка и др.) за производство на продукти, които отговарят на изискванията на чертежите на листови части.
Обикновено производственият процес на обработка на листове включва главно процесите на подготовка на материала, оформление, обработка, монтаж, свързване, корекция и инспекция. Подготовката на материали се отнася главно до подготовката на суровини и компоненти заготовки, включително изчисляване на качеството на стоманата и изравняване и изправяне. Когато размерът на заготовката е по-голям от необходимите спецификации на суровината, също е необходимо сливане, а работата по подготовката на материала включва маркиране, рязане и свързване. Оформлението е да се начертае схема на оформление въз основа на механичния чертеж на продукта, за да се определи действителната форма и размер на частите или продуктите, за да се направи проба и да се използва пробата за изготвяне на линии за обработка, различни позиционни линии и т.н. (т.е. маркиране) върху суровините (или заготовките). Рязането е процес на отделяне на части или заготовки от суровините, като се използват методи като рязане, пробиване или рязане на газ, въз основа на формата на линията, начертана по време на маркирането. Според различните изисквания на частите, някои заготовки все още трябва да претърпят щамповане и други методи чрез форми, преди да могат да бъдат обработени и оформени. По време на формоване тя може да бъде разделена на огъване и пресоване на формоване според различни свойства и допълнително разделена на студено работно формоване и горещо пресоване на формоване според различни температури по време на формоване.
Монтажът и свързването на стоманени конструкции включва сглобяване на различни стоманени конструкционни компоненти в части или продукти и свързването им като цяло с помощта на заваряване, нитиране, болтови връзки и други методи. Целият процес на сглобяване на стоманени конструкции трябва да бъде подложен на щателни и строги проверки на качеството, за да се предотврати въздействието върху качеството на продукта, причинено от неквалифицирани материали, неправилни производствени спецификации или части или компоненти, които не отговарят на изискванията за допустимост, влизащи в сглобката.
Когато по време на проверката се открива деформация в части, компоненти и продукти, обикновено се извършват определени корективни работи, което също е важна характеристика на технологията за производство на стоманени конструкции.
И накрая, за да се подобрят антикорозионните, износоустойчивите, декоративните и други функции на повърхността на компонента, компонентите, които са завършили производството и обработката, често трябва да бъдат подложени на последваща обработка на покритието (главно галванизиране, боядисване и др.). За да се гарантира качеството на всяка стъпка на преработка и крайния продукт на компонентите, трябва да се въведат и строги системи за инспекция (включително самоинспекция от самия преработвател и специализирана инспекция от специализирани инспектори).
Процесният поток на обработка на листове се отнася до целия процес на постепенно промяна на формата, размера, материалните свойства или сглобяване и заваряване на части в определен ред по време на производствения процес, докато се произведе листова част, която отговаря на изискванията за форма и размер. За по-сложна конструктивна част нейното производство и обработка обикновено трябва да премине през много процеси като подготовка на материала, разгъване и оформление, рязане на заготовки, оформяне и монтаж, които трябва да бъдат завършени.
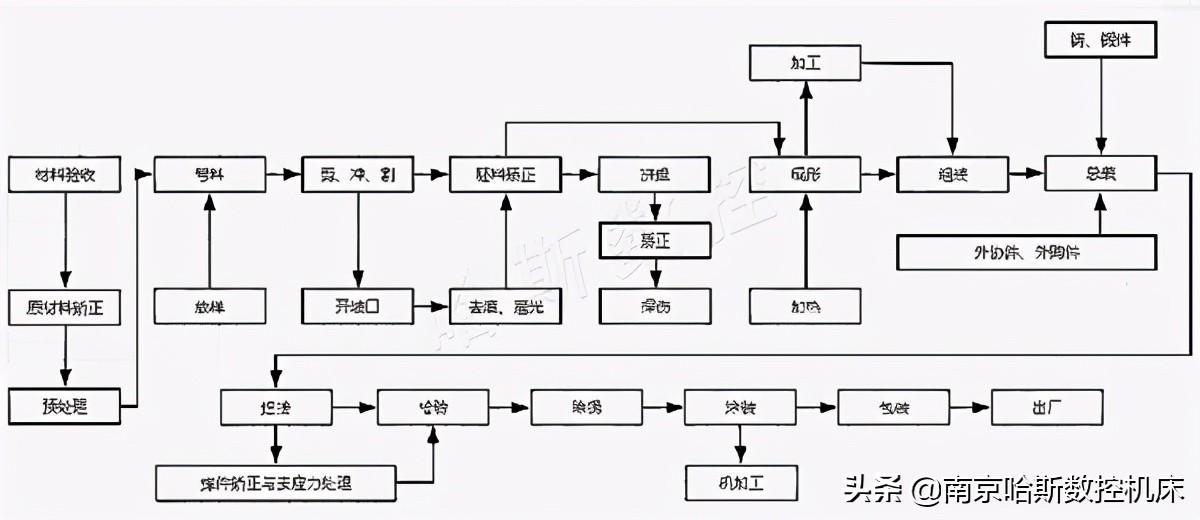 Диаграма на процеса
Диаграма на процеса
Процесният поток е важен технически документ, който ръководи целия процес на обработка на компонентите, организира и управлява производството и обработката. За обработка на части, която не е завършена в един цех или дори в една фабрика, тя също е важна основа за потока на процесите, разделението на труда и сътрудничеството, както и взаимната връзка и сътрудничество между различните цехове.
Поради факта, че процесният поток е целият маршрут, определен за всеки компонент в компонента от суровините до завършването на целия компонент, той е известен също като процесен маршрут.
Спецификацията на процеса за обработка на листове определя потока на обработка на частите, докато специфичното съдържание на обработка се ръководи и контролира от спецификацията на процеса.
Процесната спецификация е технически документ, който ръководи производствения процес на детайлите. Тя се избира от технологични техници въз основа на изискванията за продуктови чертежи, характеристиките на детайла, производствената партида и съществуващото оборудване и производствен капацитет на предприятието. След внимателен изчерпателен анализ и сравнение на няколко възможни производствени схеми, оптималната схема на процеса е технически осъществима и икономически разумна. В техническия документ са посочени празната част, използвана за частта, нейният метод на обработка и специфичните размери на обработка; естеството, количеството, последователността и изискванията за качество на всеки процес; Модели и спецификации на оборудването, използвани във всеки процес; Формата на обработващите инструменти (като спомагателни инструменти, режещи инструменти, форми и др.), използвани във всеки процес; Изисквания за качество и методи за проверка за всеки процес. Като цяло, за голям и сложен конструктивен компонент от ламарина, работата с ламарина често изисква съдействието на професионални работници като заварчици и оператори на кранове.За ламаринени компоненти, които се обработват директно с помощта на техники за обработка под налягане (като преси, хидравлични преси и др.), често се нарича щамповане; За технологията за обработка, която използва заваряване за сглобяване на компоненти, често се нарича технология за заваряване, докато за процеса на сглобяване, който изисква както механична обработка, така и заваряване, нитиране и други технологии за обработка, тя се нарича технология за сглобяване или технология за нитиране.
Следва да се отбележи, че спецификациите на процеса не са фиксирани и трябва непрекъснато да се подобряват и усъвършенстват в производствената практика, като рационалността им варира в зависимост от различните предприятия, производствените условия и дори техническото ниво на различните оператори. Общ принцип обаче е, че подготовката на процесните процедури следва да гарантира прогресивност в технологиите, осъществимост в процеса и рационалност в икономиката, като същевременно поддържа добри условия на труд.
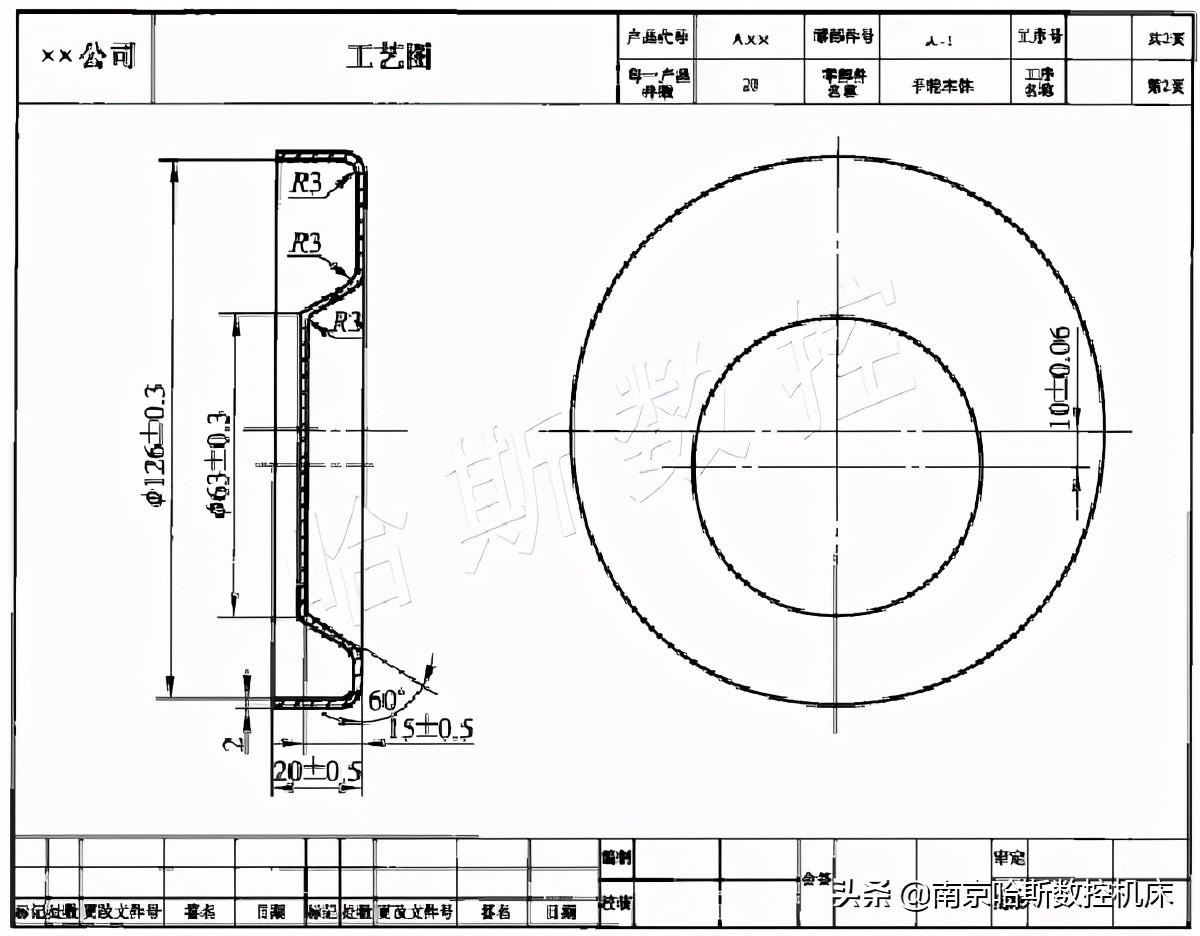
Както е показано на диаграмата на процеса, частта е корпусът на ръчното колело на продукта на определено предприятие, изработен от 2 мм дебелина Производствената партида е голяма и се изисква след формирането на частта да няма очевидно изтъняване на дебелината на материала или напукване след проверка. Картата на процеса на рязане и рязане на снимката е процесът на рязане и рязане. Тъй като частите се завършват главно с помощта на преса машина със съответните форми, последващата обработка се нарича обработка на щамповане. Картата на процеса на щамповане и процесната диаграма на снимката са технологията за обработка на щамповане на частта.
Причината за въвеждане на управление на кода за матрици и измервателни инструменти (габарити, проби) в процесната карта е да се улесни производството и техническото управление на матрици и измервателни инструменти. По подобен начин, за нуждите на производството и техническото управление, някои предприятия обикновено организират рязане на щамповащи части и други материали като независим цех, а техните ръководства за обработка на щамповане също се наричат колективно карти за рязане. Някои компании, въз основа на собствените си характеристики, могат да интегрират рязането на щамповащи части с щампователната работилница, а в този случай картата за рязане и щамповане също могат да бъдат комбинирани в една.
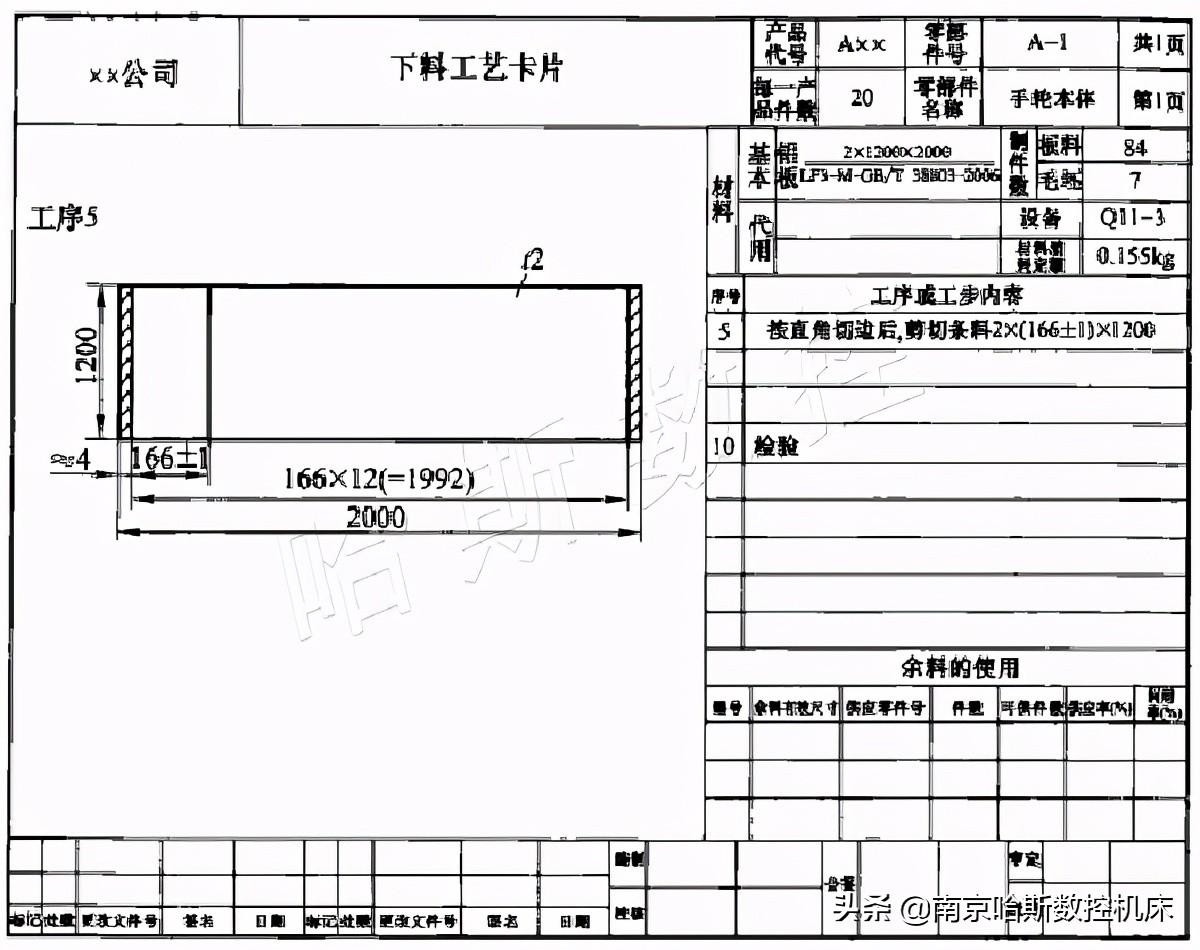 Карта за процес на рязане
Карта за процес на рязане
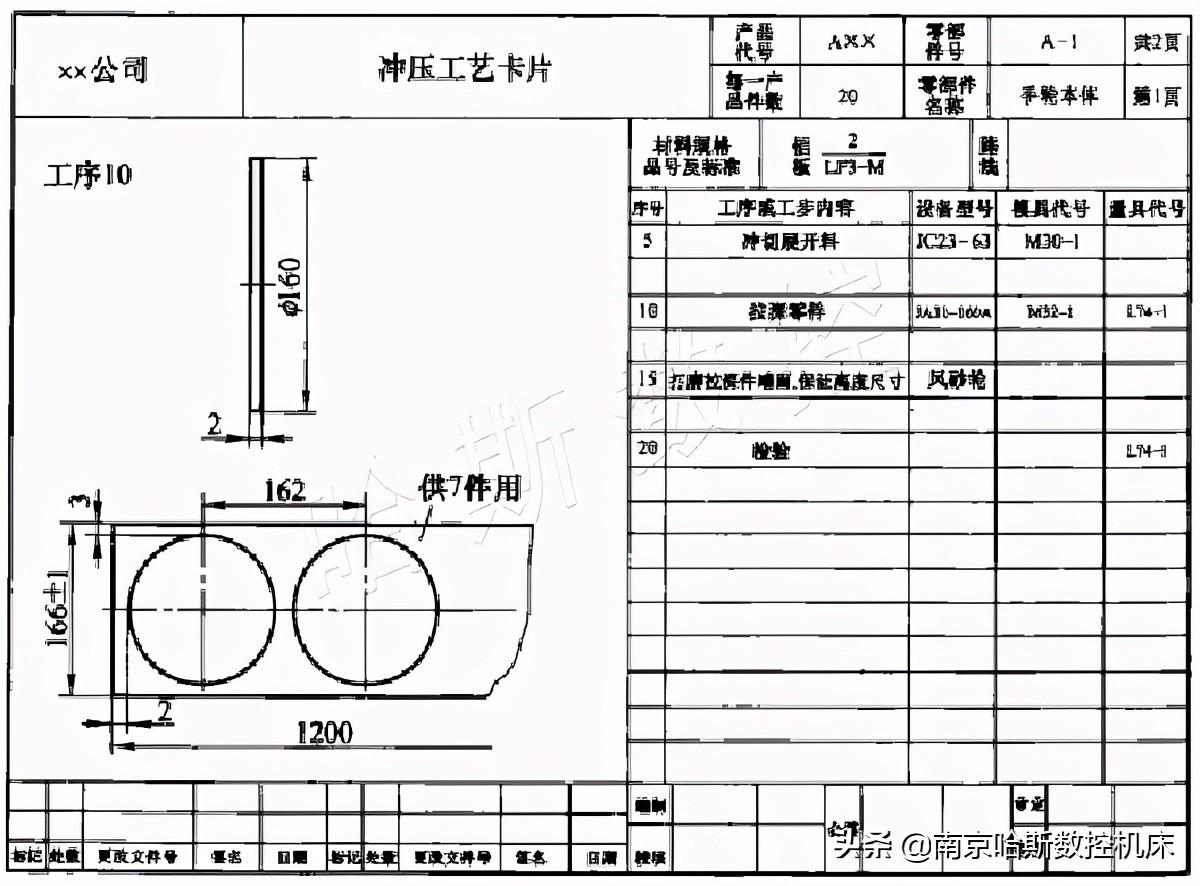 Карта за процеса на щамповане
Карта за процеса на щамповане
 Диаграма на процеса
Диаграма на процеса
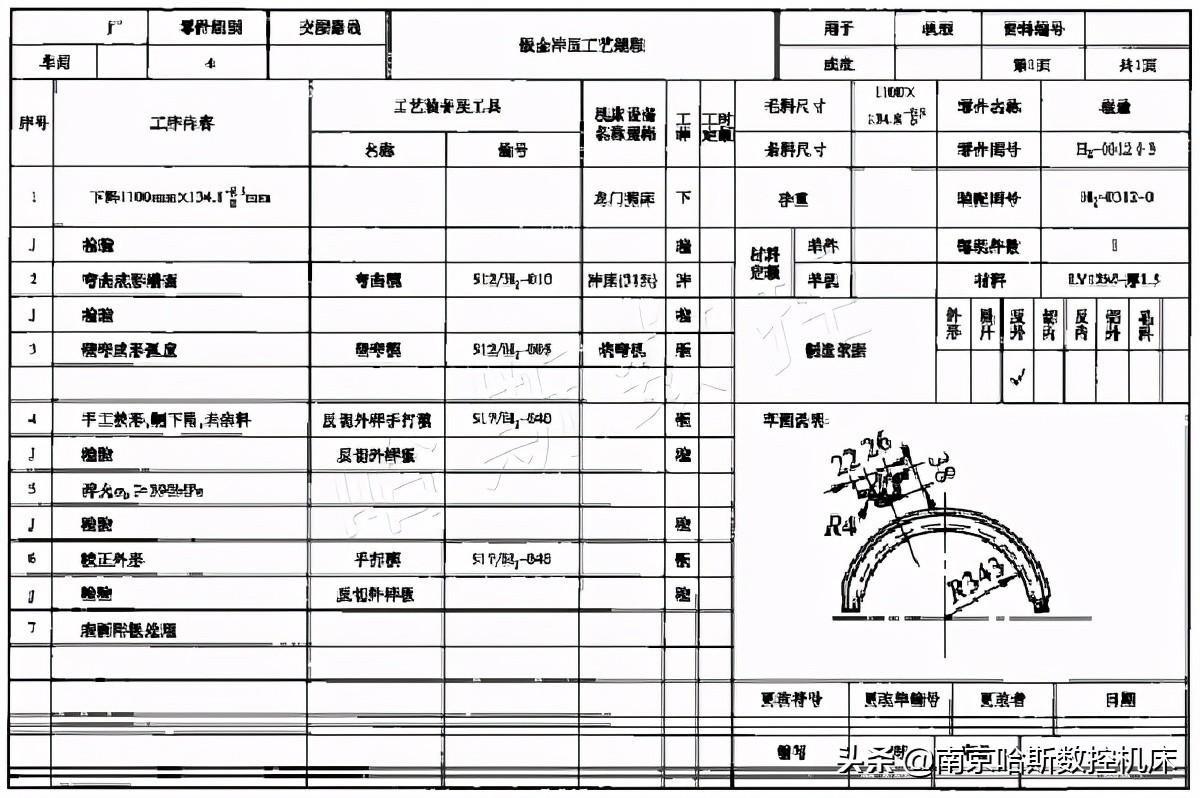 Спецификация на процеса на печатане на листове
Спецификация на процеса на печатане на листове
Като цяло, когато става въпрос за технологията за обработка на всички части от ламарина, тя често не се завършва от един цех за рязане и щамповане. Много части могат да бъдат замесени и с механична обработка, топлинна обработка, повърхностна обработка и др. Насоките за работа между работилниците и отделите се контролират от съответните им производствени спецификации. Въпреки това, в различните индустрии, поради различията в производствените продукти и навиците на обработка, особено при обработката на компоненти от ламарина с ниски професионални технически изисквания и ниска сложност, често се съставя цялостна спецификация на процеса, за да ръководи производството. Спецификацията на процеса на щамповане на листове е спецификацията на процеса на щамповане за ръба на рамката (изработен от материал от 1,5 мм) върху продукта на определено предприятие.










