English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

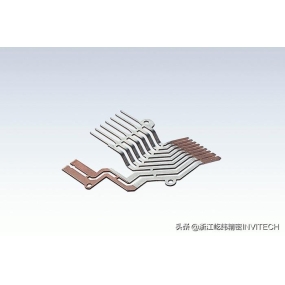
Често се чува, че някои клиенти се оплакват, че формата и размерът на огънатите части, произведени от фабриката за преработка на прецизни щамповащи части, не са на ниво. Разходите, направени от тази ситуация, също са главоболие за фабриката. Защо има дефектни огънати части? Това се дължи главно на възстановяването на материала.
От анализа на процеса на деформация на огъване може да се знае, че двете страни на неутралния слой са подчертани в противоположна посока (външно опън, вътрешна компресия). Когато огъването е завършено, посоката на еластично възстановяване на материалите от двете страни на неутралния слой е противоположна, което води до очевиден отскок.
Деформацията на огъване обикновено е ограничена до локалната площ на материала, останалите части на материала са в свободно състояние, а еластичният отскок е по-малко засегнат от общата скала, така че формата на щамповащата част се променя значително. 
Когато ширината на обработващия детайл е по-голяма от 3 пъти дебелината на материала, ще има дъгово отклонение по линията на огъване в посока на ширината. И така, как могат прецизните щамповане на части преработващи инсталации да разрешат този проблем?
1. Поставете укрепващи ребра върху детайла. Натиснете укрепващите ребра на мястото на огъване, за да затрудните огъващата част да се възстанови, което не само добавя точността на скалата на огъващата част, но също така подобрява твърдостта на огъващата част.
2. Изберете материали с висок модул на еластичност, ниска граница на добив и стабилни механични свойства.
3. При огъване на V-образни части, използвайте корекция (корекция) огъване.
4. Когато огъвате U-образни части, изберете по-малка празнина в щамповането.
5. Празното се отгрява преди огъване, за да се добави пластичност.
6. При условие, че се гарантира изпълнението и детайла не се пука, прецизната щамповане на части преработваща фабрика може да избере малък радиус на филе.
7. За извити огъващи части с голям радиус на огъване може да се използва процес на разтягане на огъване.
8. По време на процеса на огъване използвайте много по-голяма сила от действителната необходима сила на огъване за извършване на коригиращо огъване.
Тази статия е от EMAR Mold Co., Ltd. За повече информация, свързана с EMAR, моля щракнете върху: www.sjt-ic.com ,