English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

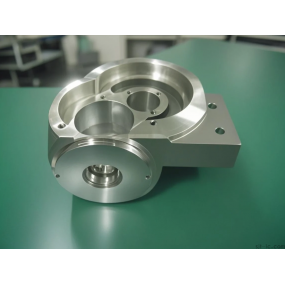
Пробиване на фланциране на щамповане продукти в производителите на щамповане на части обикновено е главно да се подготви за следващата стъпка на подслушване или други процеси. В общия процес на фланциране често има редица проблеми като пукнатини, грешки, деформация и др. Всъщност, пробиване на фланциране е много просто, и забелязването на тези може да произведе деликатни ръбове:
1. Степента на деформация на фланца на вътрешния отвор на щамповащата част не трябва да бъде твърде голяма
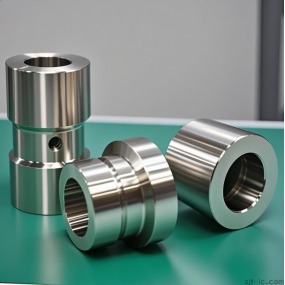
Пробиване на фланц е метод на щамповане, при който празното с дупки се пробива предварително (понякога без предварително пробиване), а фланцирането се превръща в изправен фланц по ръба на дупката. Доминиращата и задължителна деформация на фланцирането на дупката е опънната деформация на материала по допиращата посока и колкото по-близо е до устата, толкова по-голяма е деформацията и толкова по-голямо е изтъняването. Следователно, недостатъкът на напукването на ръба на дупката е склонен да възникне. За да се предотврати напукването на ръба на дупката, производителят на щамповащата част може да направи деформацията на фланцирането на вътрешния отвор на щамповащата част едновременно не твърде голяма. Ако височината на фланцирането е голяма, тя може да бъде фланцирана няколко пъти.
2. Коефициентът на фланциране на фланциране не трябва да е твърде малък
При пробиване на флангиране степента на деформация се посочва от съотношението на диаметъра на дупката преди флангиране към диаметъра на дупката след флангиране, т.е. коефициента на флангиране K. Очевидно, колкото по-голяма е стойността на K, толкова по-малка е степента на деформация, толкова по-малка е стойността на K, толкова по-голяма е степента на деформация и толкова по-вероятно е ръбът на дупката да се счупи. Достатъчната стойност на максималната степен на деформация, която може да се постигне без разбиване на ръба на дупката по време на флангиране, се нарича допустим коефициент на флангиране. За да се предотврати пукнатината на ръба, коефициентът на флангиране на дупката не трябва да е твърде малък, а да бъде по- Производствената практика показва, че граничният коефициент на фланциране е свързан не само с вида и функцията на материала, но и с характеристиките на обработката и условията на сглобяемите отвори (пробиване или пробиване, със или без ребра), относителната дебелина на празното и формата на фланцирания удар.  3. Височината на фланциране на фланциране не трябва да бъде твърде голяма
3. Височината на фланциране на фланциране не трябва да бъде твърде голяма
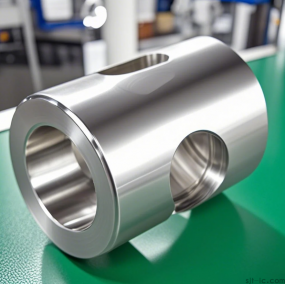
Височината на фланциране на пробиването обикновено не трябва да бъде по-голяма от граничната стойност, в противен случай ръбът на фланцирането е лесен за напукване. Ако се изисква височината на щамповащата част да бъде по-голяма от граничната стойност, тя не може да бъде директно фланцирана едновременно. По това време, ако това е малка дупка фланциране на един празен, производителят на щамповащата част трябва да използва фланциране с изтъняващи стени, като самодокосване на винт фланциране. Ако това е фланциране на голяма дупка, използвайте метода на дълбоко рисуване, пробиване на долната дупка и след това фланциране.
4. Предварителната дупка на пробиване не трябва да има големи грешки
Качеството на обработка на пробиване и пробиване на предварителни дупки оказва голямо влияние върху коефициента на пробиване на границата. За предварителните дупки, които се разбиват след пробиване, коефициентът на пробиване на границата е малък, което е от полза за образуването на пробиване. Ако има бързи в предварителните дупки, пробити с пробиване, умира, коефициентът на пробиване на границата е голям, което е неблагоприятно за пробиването. По това време, ако необходимият коефициент на пробиване е малък, е много лесно да се причини пробиване на пробиване. Страната с пробиване трябва да е обърната нагоре, а след това пробиването може да намали явлението на пробиване на про
Тази статия е от EMAR Mold Co., Ltd. За повече информация, свързана с EMAR, моля щракнете върху: www.sjt-ic.com !