English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

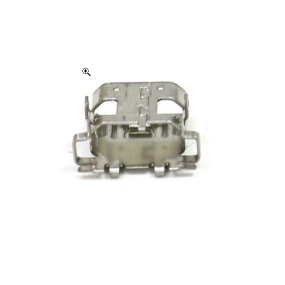
Подпечатване на части от процеса на рисуване е конвенционален производствен процес, но за да се направи добра работа също трябва да се обърне внимание на някои неща, подпечатване на части изтъняване рисуване обикновено е процес на разтягане или екструдиране след формиране, е пълна много тънко стени чаша-образни части от процеса на образуване. След това, нека научим за характеристиките на изтъняване и дълбоко рисуване в процеса на щамповане и има два начина за изтъняване и дълбоко рисуване в процеса на щамповане.
Изпълнението на процеса на разтягане на подпечатани части в производството:
1. Характеристиките на изтъняването и изтеглянето по време на процеса на щампиране са:
(1) Пропастта между удара и матрицата е по-малка от дебелината на празното място, а празното място се компресира при преминаване през празнината, което води до значително явление на изтъняване; това увеличава височината на страничната стена, така че се нарича изтъняване на дълбоко рисуване.
(2) Качеството на по-тънките части за рисуване е високо, а дебелината на стената е относително еднаква.
(3) След като частите за рисуване станат по-тънки, остатъчното напрежение е по-голямо, а някои дори се пукат след съхранение в склада, което може да бъде отстранено чрез нискотемпературно закаляване.
2. Съществуват два метода за изтъняване и изтегляне по време на процеса на щампиране:
(1) Дебелината на стената става по-тънка и вътрешният диаметър също намалява - деформацията и напрежението са по-сложни, а обработващият детайл е склонен към пукнатини, така че този метод обикновено не се използва
(2) Дебелината на стената става по-тънка, а вътрешният диаметър не намалява значително
Горното е малко знания за характеристиките на изтъняване и рисуване в процеса на щамповане и начина на изтъняване и рисуване, обяснени от нашата компания. Ако имате нужда да знаете малко познания за други щамповащи части, моля, продължете да ни обръщате внимание. Ние ще ви го обясняваме от време на време. Нашата фабрика произвежда щамповащи части, автомобилни щамповащи части, метални щамповащи части и др. целогодишно, с богат производствен опит, добре дошли да се консултирате.