

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Què és una part metàlica? Les parts de metall de fol són un procés de treball fred complet per les fols de metall (normalment menys de 6mm), que inclou tallar, puntejar/tallar/composar, plegar, soldar, rebotar, trencar i formar-se per a produir components

Característiques:
1. Espesor uniforme. Per part, el grossor de totes les parts és consistent
2. Pes lliure, alta força, conductivitat, baix cost i bons resultats en producció a gran escala
Procesar tecnologia
1. Cortar
L'equipament utilitzat en el procés de tallar és una màquina de tallar, que pot tallar una fulla de metall en una forma bàsica. Els seus avantatges inclouen baix cost de processament; Desavantatges: La precisió és mitjana, hi ha forats al tall, i la forma del tall és senzilla, tots els quals són rectangles simples o altres formes simples compostes de línies rectes.
Abans de tallar, és necessari calcular la mida desdobrada de les parts. La mida desdobrada està relacionada amb el raig de doblegació, l'angle de doblegació, el material de fulla i el grossor de les fulles.
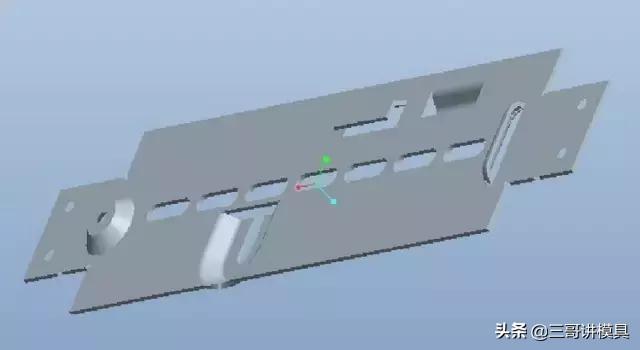
2. Corrida
L'equipament per a perforar és una màquina de perforar, que pot processar i formar més el material cortat. Imprimir diverses formes requereix diferents molds, molds comuns inclouen forats redonds, forats prolongats i protrusions; Alta precisió.
cap: El material no s'ha de treure, i l'altura del cap està limitada, que està relacionada amb el material de la taula, l'espessura de la taula i l'angle de la pendió del cap.
Hi ha molts tipus de protrusions, incloent forats de dissipació de calor, forats d'instal·lació, etc. A causa de l'influència de la doblegació, la distància entre el bord del forat de disseny i el bord de la taula i el bord de doblegació estarà limitada
3. Cortar làser
Equipament de transformació: màquina de tallar làser
Per a materials que no es poden treure tallant-se o punçant-se, o per plaques d'alta duresa propensos a danyar el mold, com per exemple els que tenen cantons arredonats, o quan no hi ha mold preparat per sellar la forma requerida, es pot utilitzar tallar-se làser per completar la formació del material abans de doblegar-se
Avantagis: tallar sense burres, alta precisió, capaç de tallar qualsevol forma, com les fulles, les flors, etc.; Desvantatge: Alt cost de procés
4. Curvatge

Equipament de transformació: màquina de doblegació, màquina de rolament
Poden dobrar o rodar fulles metàlliques en la forma desitjada, que és el procés de formació de components; El procés de formar la forma desitjada prement fred una fulla de metall amb les lames superiors i inferiors d'una màquina de doblegació s'anomena doblegació.
El curvatge és el pas final de formar parts metàlliques, i hi ha molts punts a prestar atenció quan les parts poden ser desdobrades i curvates en forma. A sota, l'editor els explicarà a tothom.
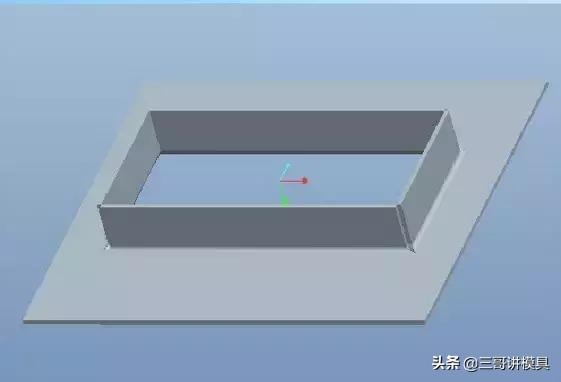
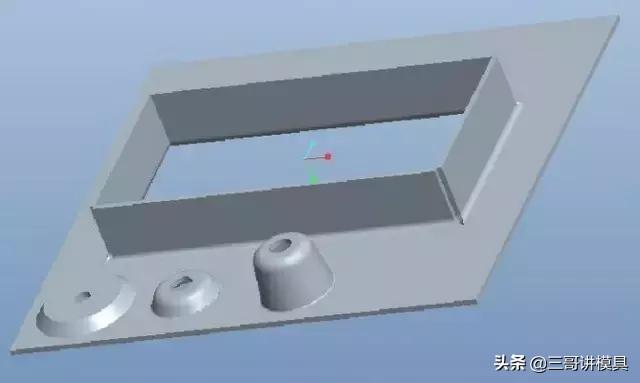
1. Falta de material, com es mostra a la figura de sota. La protrusió és massa alta i supera la ductilitat del material. La protrusió es utilitza generalment per augmentar la mida de l'instal·lació o evitar conflictes d'instal·lació. Per tant, la protrusió ha de ser feta sense canviar l'estructura interna del material i afectar la força estructural. Per exemple, l'angle entre el còn convex i el pla de referència és de 45, i l'altura és de 3 vegades l'espesor del plat
2. Materials redundants: Materials redundants sovint tenen múltiples bords de doblegació tancats, que sovint són causats per errors de procés o errors de dibuix
3. Restriccions de curvatge: La majoria de les màquines de curvatge tenen certes limitacions en la curvatge
Altura unilateral: La mida de la màquina de doblegació i l'altura del bord de cort es poden determinar utilitzant un mètode de doblegació multilateral d'anglos grans
Altura bilateral: no més que l'altura màxima d'una banda. A més de totes les restriccions de l'altura d'una banda, també està limitada pel bord inferior: altura de doblegament
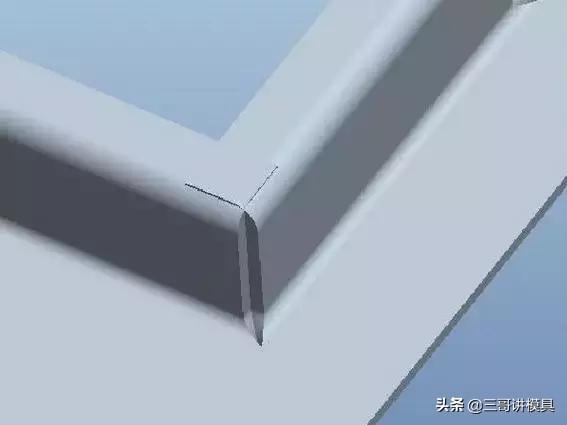
4. A mesura que les parts de metall de folja es formen doblegant una folja de metall fina, el contacte entre les extremitats doblegades no està segellat i no hi ha connexió rígida. Si no està tractada, afectarà la resistència. El mètode habitual de tractament és el soldat. Les exigències tècniques del dibuix inclouen: angle de soldat, angle de soldat i arredonament

5. Tratament de superfície
Gràcies a l'espesor fina de les parts metallògiques, no són adequades per galvanitzar-se a calor. Els mètodes comuns de tractament de la superfície inclouen el fosfatge i l'esploració electrostàtica, i el color varia amb el projecte. Aquest procés és adequat per les parts negres amb superfície no tractada
D'acord, això és tot per les parts metàlliques i algunes de les seves tècniques de processament. Tots heu après d'elles? Si teniu alguna pregunta, si us plau, digueu-les a la secció de comentaris d'abans. Comunquem i discutim junts!








