

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole

冷作钣金加工是围绕着板材、型材和管材等原材料而进行的下料、切割、成形、连接等工序的加工,具有其自身的加工特色及特点,因此,形成了自身独特的加工工作内容和生产流程与操作规范。
钣金加工的工作内容
钣金加工的具体工作内容与钣金构件的结构、复杂程度有关,一般说来,其工作内容及工作步骤主要有以下几项。
1.看懂钣金零件图是钣金加工的前提,只有看懂零件图,才能进一步分析清楚零件的结构,了解构件的形状、组成部分、尺寸和有关技术要求等,从而进行后续的加工。钣金零件图既是加工的基础,也是产品检验的依据,是生产中的重要技术文件。
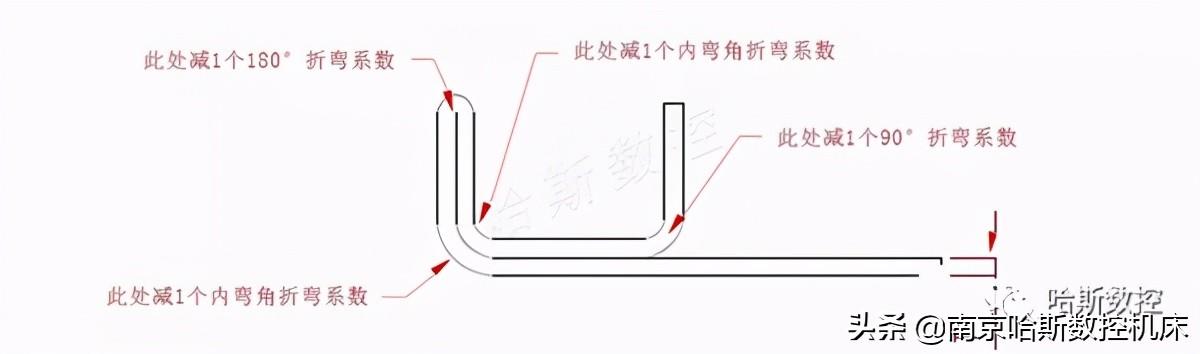
2.展开放样在看懂钣金零件图的基础上,应根据钣金构件的材料种类、结构特点、形状及尺寸要求,在分析和选择制造工艺的基础上,通过对所加工构件进行适当工艺处理(如:加放加工余量、确定弯曲构件中性层的弯曲半径等)后进行必要的计算(对于计算过于复杂的零件,生产中也可通过试验决定)和展开,从而获得产品制造过程中所需要的用1∶1比例准确绘制的零件全部或部分的展开图(该展开图即为放样图)、展开数据、划线或检验样板等。展开放样是钣金加工的第一道工序,从本质上说,也是制订工艺规程(规定钣金构件制造工艺过程和操作方法等的工艺文件)工作内容之一。
工艺规程的编制属于钣金构件的生产技术准备,一般由工程技术人员负责完成。但在不同的行业、不同规模的企业,根据构件复杂程度的不同,工艺规程的编制也可能略有不同,或出现由冷作钣金技师、高级冷作钣金工负责完成的情况。通常普通冷作钣金工对展开放样往往仅需根据相关的展开放样图等技术文件,完成对所加工构件展开放样图的划线(号料)、负责制作样杆、样板等任务。
展开图
3.生产加工根据相关的钣金加工技术文件,利用各种钣金加工设备和工具,采用各种加工方法(包括热处理、表面处理等),制造出符合钣金零件图要求的产品。
通常,钣金加工的制造程序,主要包括备料、放样、加工、装配、连接、矫正及检验等工艺过程。备料主要是指原材料和零件坯料的准备,其中包括钢材的质量计算及矫平与矫直等。当坯料尺寸比原材料规格要求大时,还需要进行拼接,此时备料工作又包括划线、下料、连接等内容。放样是根据产品的机械图样画出放样图,用以确定零件或制品的实际形状和尺寸,以便制作样板并利用样板在原材料(或坯料)上划出加工线、各种位置线等(即号料)。下料就是以号料时所划出的线型为基准,采用剪切、冲裁或气割等方法,把零件或坯料从原材料上分离下来。依据制件的要求不同,有的坯料还需经过模具进行冲压和其他方法才能加工成形。成形时按性质不同可分为弯曲成形和压制成形等,按成形时的温度不同又分为冷作成形和热压成形。
钢结构的装配与连接是将各种钢结构零件组装成部件或产品,并用焊接、铆接、螺栓连接等方法连接成整体。钢结构的整个装配过程,都要有细致严密的质量检查,以防止因不合格的材料,不正确的工艺规范,不符合公差要求的零件或部件进入装配而影响产品质量。
检验中发现零件、部件及制品发生变形时,通常要进行一定的矫正工作,这也是钢结构制造工艺中的一个重要特点。
最后为提高构件表面的防腐、耐磨、装饰等功能,完成生产加工的构件常要进行后续涂装(主要有电镀、喷漆等)处理。而为保证构件各加工工序及出厂成品的质量,还必须执行严格的检验制度(包括:加工者本身的自检及专职检验人员的专检)。
钣金加工的工艺流程
钣金加工的工艺流程指生产过程中,按一定顺序逐渐改变零件形状、尺寸、材料性能或零部件的装焊等,直至制造出合乎形状及尺寸要求的钣金件所进行的加工全过程,对于一个较复杂的结构件,其生产加工一般要经过:材料准备、展开放样、切割坯料、成形及装配等诸多工序内容才能完成,又由于冷作钣金加工常与焊接、金属切削、热处理和检验等工艺结合,形成完整的产品制造过程,因此,其加工工艺流程常包含上述加工工序内容,如下面的流程图所示。
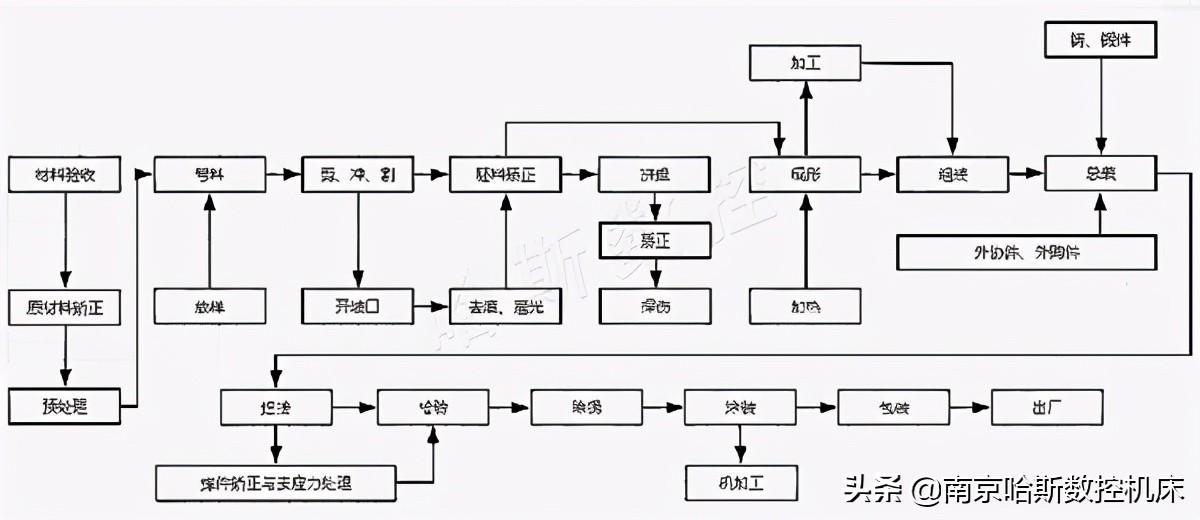
流程图
工艺流程是指导整个零部件加工流程、组织和管理生产加工的重要技术文件。对于不在一个车间甚至一个工厂内完成的零件加工,它又是各车间工序流转、分工协作、相互衔接配合的重要依据。
由于工艺流程是对构件中的每一个零部件从原材料到整个构件完成所规定通过的整个路线,所以也称为工艺路线。
钣金加工的工艺规程
工艺流程规定了零件的加工流程,而具体的加工内容则是由工艺规程进行指导和控制的。
工艺规程是工艺技术人员根据产品图纸的要求和该工件的特点、生产批量以及本企业现有设备和生产能力等,在拟订出的几种可能工艺方案中进行周密的综合分析与比较之后,优选出的一种技术上可行、经济上合理的最佳工艺方案,它是指导零件生产过程的技术文件。在技术文件中,明确了该零件所用的毛坯和它的加工方式、具体的加工尺寸;各道工序的性质、数量、顺序和质量要求;各工序所用的设备型号、规格;各工序所用的加工工具(如:辅具、刀具、模具等)形式;各工序的质量要求和检验方法等。一般说来,一个大型复杂钣金结构件,钣金工往往需要在电焊工、起重工等专业工种的配合下完成,而钣金件对于采用压力加工(如:压力机、油压机等)直接完成的加工工艺,往往称为冲压工艺;对于采用焊接加工进行构件组装的加工工艺,则往往称为焊接工艺,而对于组装加工中既要进行机械加工,又由焊接、铆接等加工工艺组成时,则直接称为装配工艺或铆装工艺等。
需要注意的是,工艺规程不是一成不变的,在生产实践中要不断改进和完善,其合理性针对不同的企业、不同的生产工况,甚至不同的操作工人技术水平也是不同的。但一个总的原则是,编制工艺规程应保证技术上的先进性、工艺上的可行性、经济上的合理性,同时保持良好的劳动条件。
如工艺图所示零件为某企业产品上的手轮本体,采用2mm厚的LF3-M(5A03)制成,生产批量较大,要求零件成形后,经检测无明显料厚变薄及裂纹的产生。图下料工艺卡片为其剪切下料工艺,由于零件主要采用压力机配合相应的模具完成,因此,其后续加工称为冲压加工,图冲压工艺卡片、图工艺图为该零件的冲压加工工艺。
工艺卡片中之所以对模具及量具(检具、样板)实行代号管理,目的是为便于模具及量具的生产、技术管理需要。同样,为生产及技术管理的需要,有些企业通常将冲压件等的下料安排为一独立的车间,其冲压加工的作业指导书也统称下料卡片。有些企业依据自身的特点,冲压件的下料有可能与冲压车间合为一体,此时下料卡片与冲压卡片也可能合二为一。
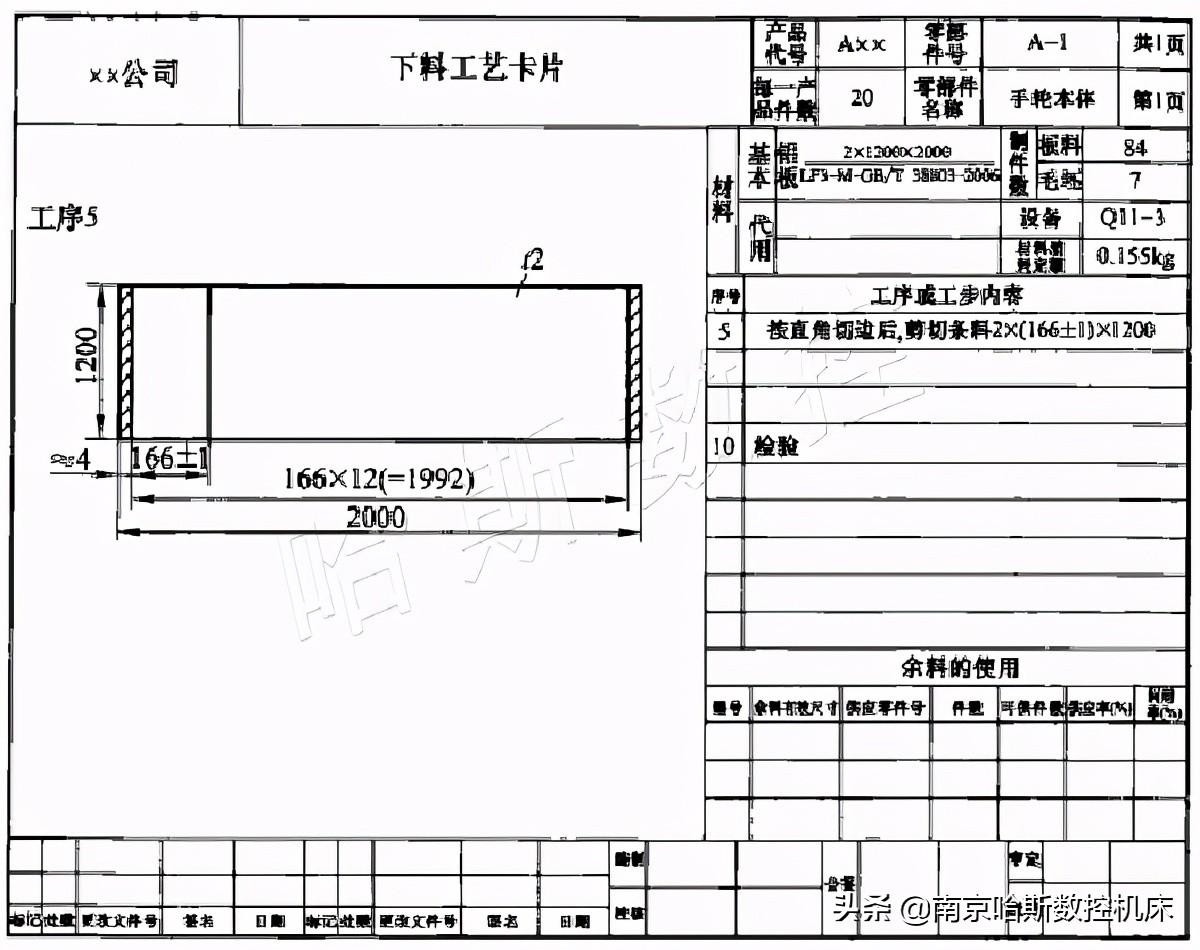
下料工艺卡片
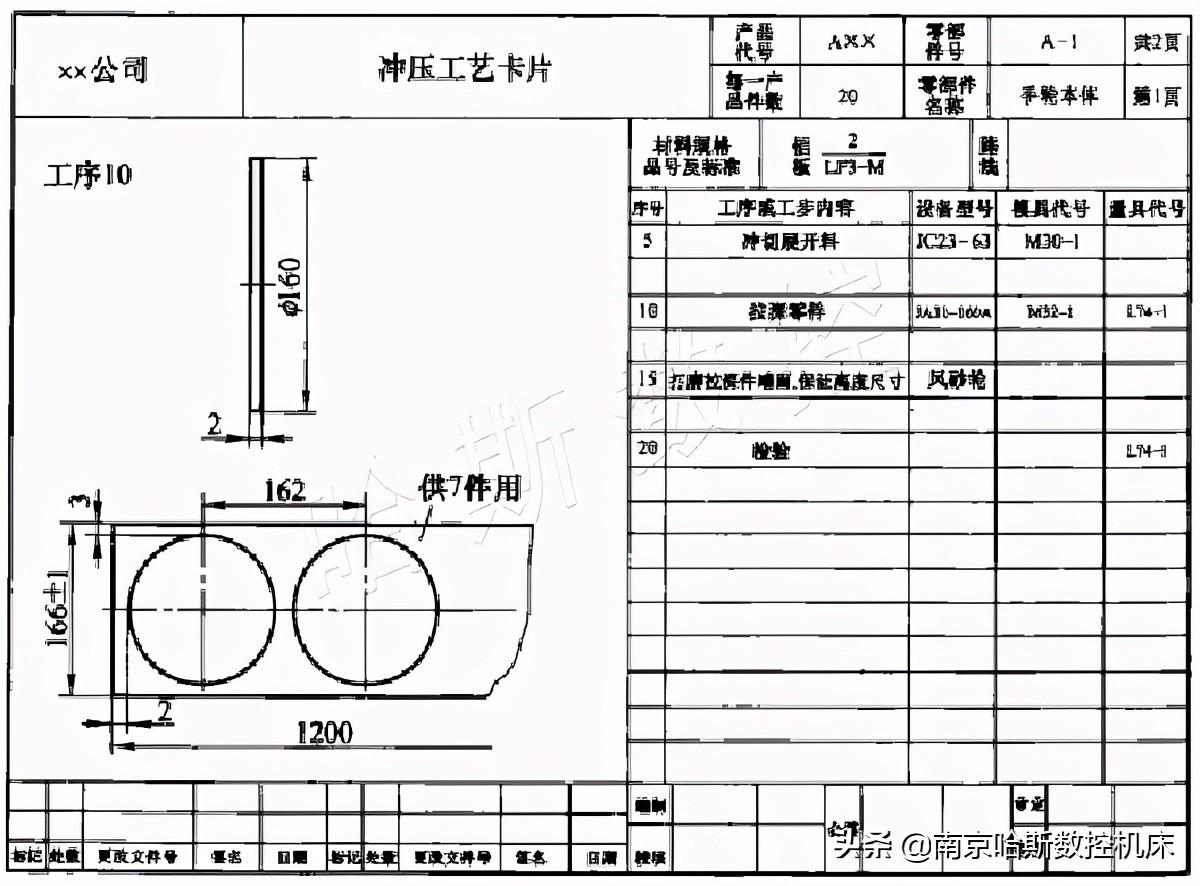
冲压工艺卡片
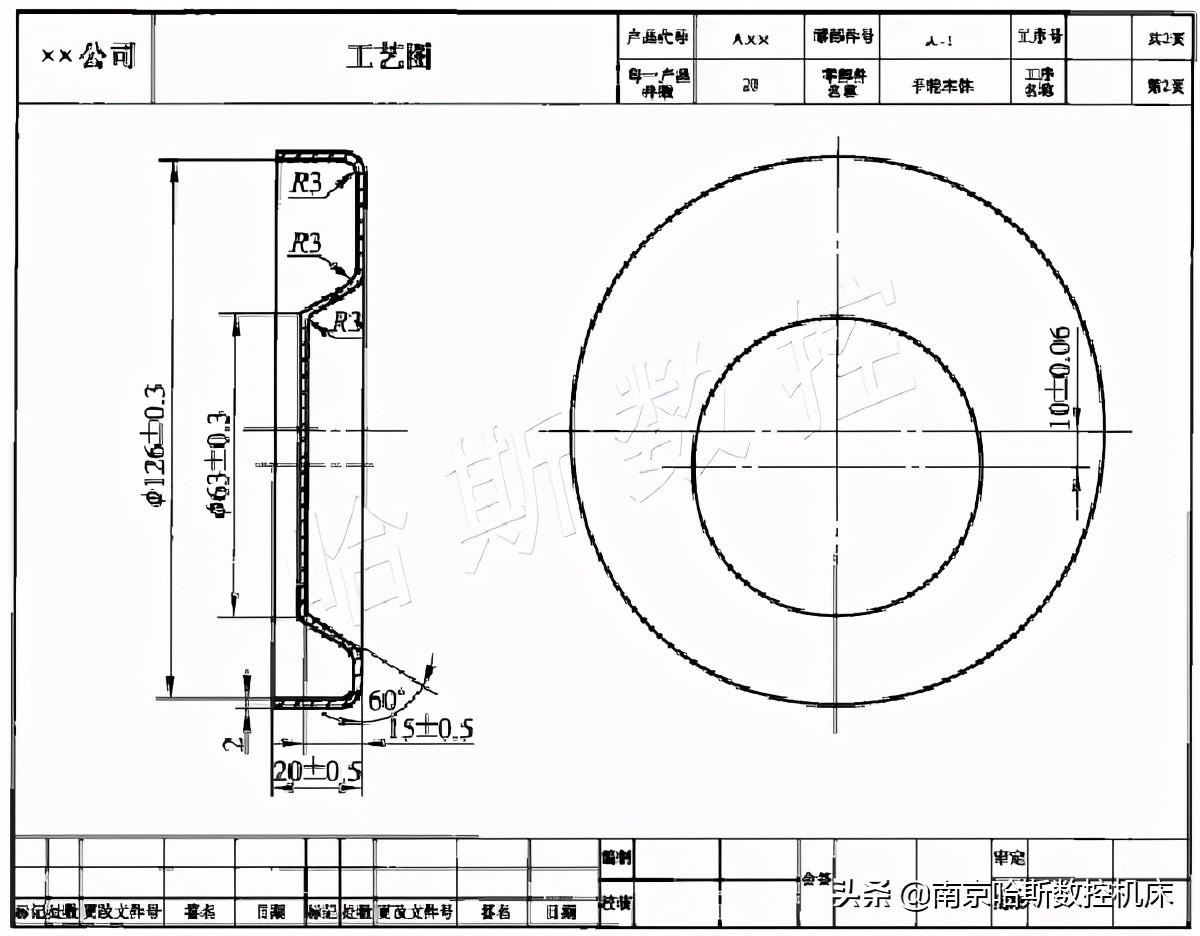
工艺图
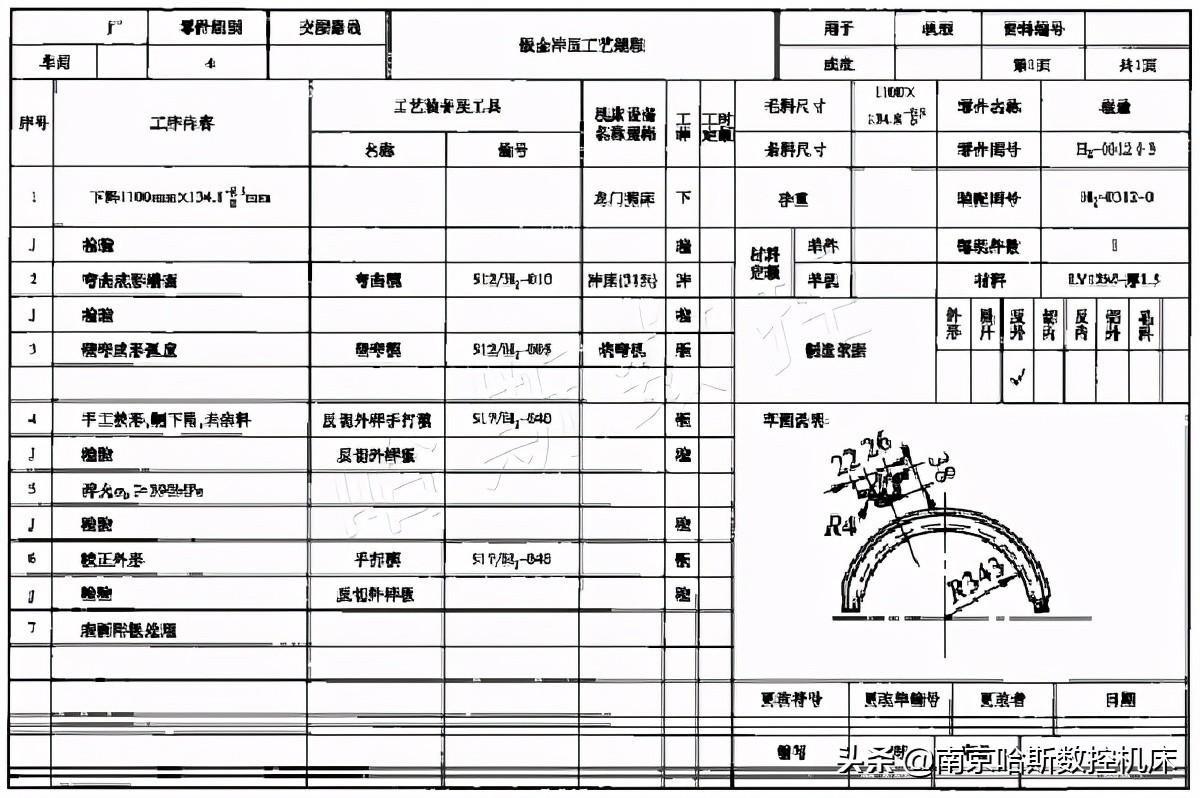
钣金冲压工艺规程
一般来说,具体到所有钣金件的加工工艺,它也往往不是由一个下料、冲压车间完成的,许多零件还可能穿插机械加工、热处理、表面处理等,跨车间、跨部门的作业指导由其相应的工艺规程内容控制,但在不同的行业,由于生产产品以及加工习惯的不同,特别在加工专业技术要求不高、复杂程度不高的钣金构件时,也往往编制一份综合性的工艺规程便可指导生产。图钣金冲压工艺规程为某企业产品上的框缘(采用1.5mm的LF12M料制成)的冲压工艺规程。





