

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole

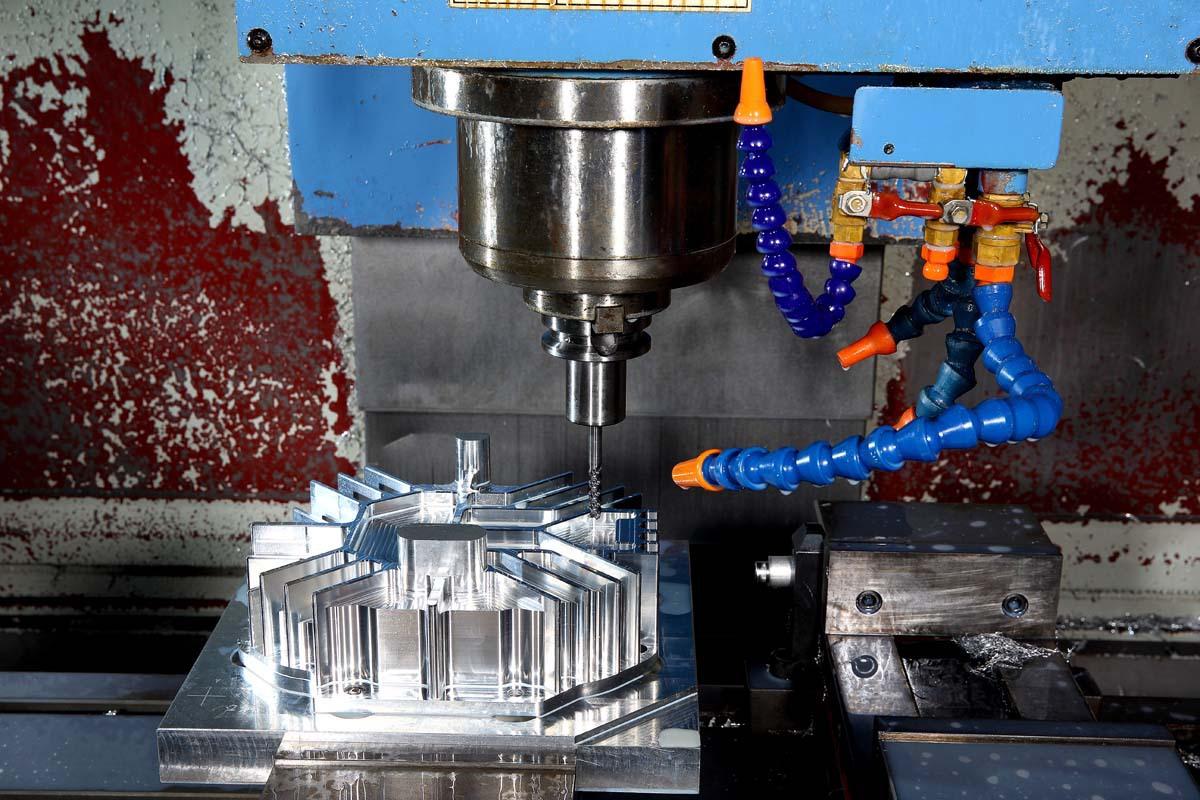
数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,不同类型的数控铣床在组成上虽有所差别,但却有许多相似之处。数控铣床的加工的工艺路线的设计必须全面的考虑各种因素,注意工序的正确划分、顺序及合理安排数控铣加工工序与普通工序的衔接。在工序的划分中,要根据工件的结构要求、工件的安装方式、工件的加工工艺性、数控铣的性能以及工厂生产组织与管理等因素灵活掌握,下面亿达渤润石化简单介绍下数控铣床的选用和工序划分的方法:

一、数控铣床的选用原则
(1)根据被加工零件的尺寸选用
规格较小的升降台式数控铣床,其工作台最适宜中小零件的加工和复杂形面的轮廓铣削任务。规格较大的如龙门式铣床,用来解决大尺寸复杂零件的加工需要。
(2)根据加工零件的精度要求选用
我国已制定了数控铣床的精度标准,其中数控立式铣床升降台铣床已有专业标准。一般的数控铣床即可满足大多数零件的加工需要。对于精度要求比较高的零件,则应考虑选用精密型的数控铣床。
(3)根据加工零件的加工特点来选择
对于加工部位是框形平面或不等高的各级台阶,那么选用点位直线系统的数控铣床即可。
如果加工部位是曲面轮廓,应根据曲面的几何形状决定选择两坐标联动和三坐标联动的系统。
也可根据零件加工要求,在一般的数控铣床的基础上,增加数控分度头或数控回转工作台,这时机床的系统为四坐标的数控系统,可以加工螺旋槽、叶片零件等。
(4)根据零件的批量或其他要求选择
对于大批量的,用户可采用专用铣床。如果是中小批量而又是经常周期性重复投产的话,那么采用数控铣床是非常合适的,因为第一批量中准备好多工夹具、程序等可以存储起来重复使用。
从长远考虑,自动化程度高的铣床代替普通铣床,减轻劳动者的劳动量提高生产率的趋势是不可避免的。
二、数控铣的加工工序的划分
(1)根据装夹定位划分工序。这种方法一般适用于加工内容不多的工件,主要是将加工部位分为几个部分,如数控铣加工外形时以内腔夹紧加工内腔时以外形夹紧。
(2)以粗、精加工划分工序。对易产生加工变形的数控铣零件,考虑到工件的加工精度变形等因素,可按粗、精加工分开的原则来划分工序即先粗后精。
(3)为了减少换刀次数的行程,可以采取刀具集中的原则进行划分工序。优先选用集中刀具可以减少频繁换刀的次数,缩短走刀路线从而提高加工效率。
三、专用切削油的选用
专用切削油是数控切削工艺必须采用的一种介质,在加工过程中主要起到润滑、冷却、清洗等作用。
(1)专用的切削油含有硫化极压抗磨添加剂成分,可以有效的保护刀具,提高工艺精度。
(2)专用的切削油与菜籽油、机械油、再生油相比,具有良好的稳定性,不会对设备、人体、环境产生危害。
(3)专用的切削油在粘度、闪点、倾点、导热性能等方面均通过严格的测试,以满足各种切削工艺需求。
数控铣床加工已经实现加工信息的标准化,目前已与计算机辅助与制造有机的结合在一起,是现代化集成制造技术的基础。亿达渤润石化是国内最大的高端金属加工油生产商,自主研发的齿轮切削油产品具有优异的极压抗磨性能,可以有效的提高齿轮工件的精度和加工效率,并且对人体、工件、设备、环境没有危害,是国内众多金属加工企业的指定合作伙伴,在实际应用中得到国内外客户的一致好评。






