

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole

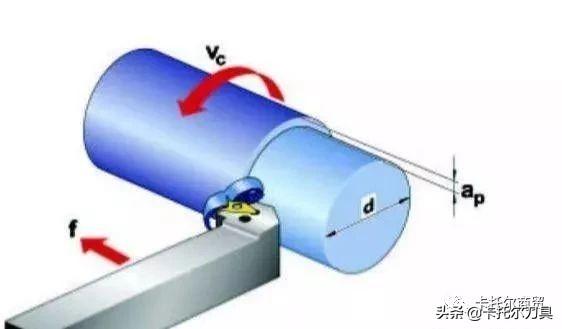
车削是一种运用具有特定的几许形状的切削刃对工件进行旋转加工的加工办法。一般,工件作旋转运动,而单个切削刃的刀具沿着加工外表移动同镗铣加工比较,车削是现代加工办法中最常见的加工办法。现在,车削的问题简直只是被限制在切屑的构成和加工的本钱的范围内。车削的切屑流向和断屑都是可控的,这不仅仅意味着将被切除的资料从加工区域去除,而且切屑有必要以受控的方法断裂,并尽可能地带走切削进程所发生的切削热。
一、车削的品种
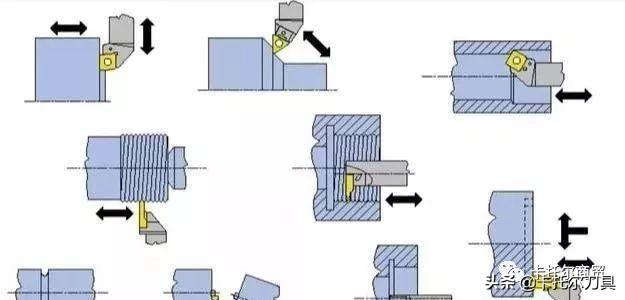
二、孔加工

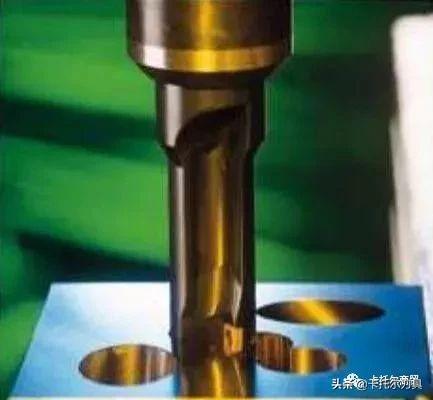
三、孔加工的品种

四、铣削
铣削也是一种通过运动对金属进行分级切除的加工办法。刀具作旋转运动而一般工件对着刀具作直线进给。在某些情况下,工件坚持固定而旋转的刀具作横向直线进给。铣削刀具有几条能连续切除必定量材科的切削刃。两条或更多的刀刃一起切入资料,这样刀具就在工件上将资料切到必定的深度,粗加工粗加工是以切除的切屑量为标志,在粗加工时选用大进给和尽可能大的切深,以便在较短的时间内切除尽可能多的切屑。粗加工对工件外表质量的要求不高。精加工在精加工时最主要考虑的是工件的外表质量而不是切屑体积,精加工一般选用小切深,想要学习UG编程在QQ群45867470能领取学习资料,刀具的副刀刃具有专门的形状。根据所运用的机床、切削方法、资料以及所选用的规范铣刀可使外表质量达到Ra1,6µm在极好的条件下乃至能够达到。

五、铣削的品种
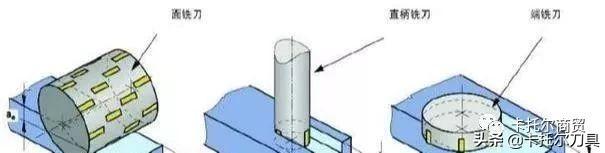

六、面铣削
界说:加工平面。面铣削是最常用的铣削类型,用于铣削与刀具面平行的平面。铣刀常安装在主轴上。完结面铣削加工既能运用具有必定直径的刀具,使工件的加工在一次行程中就能完结,又能运用需几回行程才干完结工件加工的那种直径的铣刀。
七、立铣削
界说:加工大约 90的台阶面。该种铣削与面铣削多少有点类似,但其圆周切削刃的角度起有决定性的效果。假如要加工的工件的某部分是90°凸肩时,只能运用这种刀具。刀具的旁边面(主偏角)与旋转的轴相平行。该铣削又常被台阶铣削、凸肩铣削或端铣削。

八、仿形铣削
界说 :加工一个自由状外表(弧形外表)

九、车削、孔和精镗可转位刀片的槽形代
十、铣削可转位刀片的槽形代
苏州卡托尔全称苏州卡托尔商贸有限公司,成立于 2000年,主营进口金属切削刀具和机床夹具的贸易公司。

建立之初先后取得日本京瓷株式会社(KYOCERA)产品、台湾大宝(TOSG)产品、日本欧士机株式会社(OSG)产品,、日本三菱综合材料株式会(MITSUBISHI MATERIALS)产品、日本弥满和制作社(YAMAWA)产品、会社(SUMITOMO)产品在中国一级代理商。
伙伴门,看了此篇文章,你们觉得说得有道理吗?或者你还有哪些不同的意见了呢?欢迎在下面评论处分享自己的观点和留言!也可以转发到朋友圈看看他们的观点如何?





