

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole

钣金件是什么?钣金件是针对金属薄板(通常为小于6mm)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型,制作而成的零部件

特点:
1、统一厚度。对于一个零件,所有的部位的厚度都是一致的
2、重量轻、强度高、导电、成本低、大规模量产性能好
加工工艺
1.剪
剪工艺的设备是剪板机,能把一张金属薄板剪成基本的形状,优点:加工成本低;缺点:精度一般,裁剪有毛刺,裁剪形状单一均为简单的矩形或其他简单的由直线组成的图形。
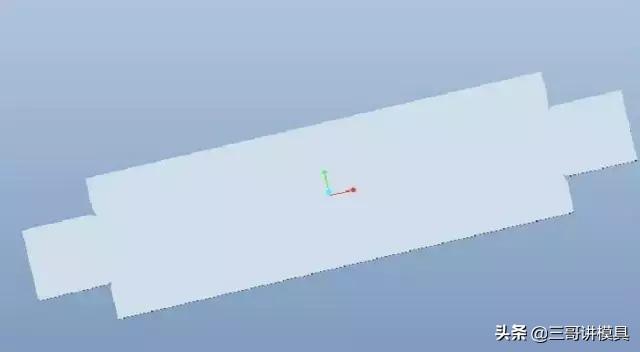
剪工艺前须计算零件展开尺寸,展开尺寸的大小跟折弯半径,折弯角度,板材材质,板材厚度都有关系。
2.冲
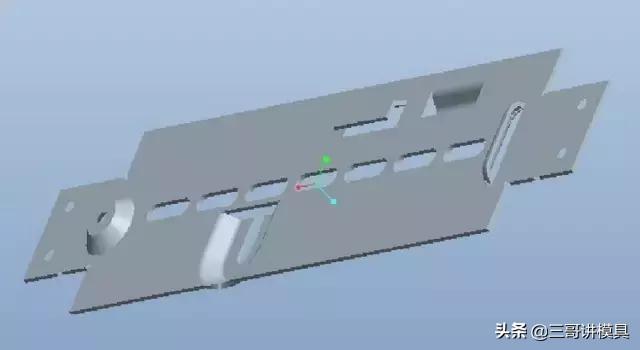
冲工艺的设备是冲床,能把剪好的材料进一步加工成形。冲压各种形状需要不同的模具,常见的模具有圆孔,长圆孔,凸台;精度较高。
凸台:材料不去除,注意凸台的高度有限制,跟板材材质,板材厚度,凸台斜面角度等有关。
凸台有好多种,包括散热孔,安装孔等。由于受折弯影响,设计孔的边缘距离板材边和折弯边都会受到限制
3.激光切割
加工设备:激光切割机
对于剪、冲工艺都无法完成的去除材料,或者硬度较大容易损坏模具的板材,比如有倒圆角,或者没有现成的模具去冲压所需要的形状时,可以采用激光切割完成折弯前材料的成型
优点:切割无毛刺,精度高,能切割任意图形,比如树叶、花卉等;缺点:工艺成本高
4.折弯

加工设备:折弯机,卷板机
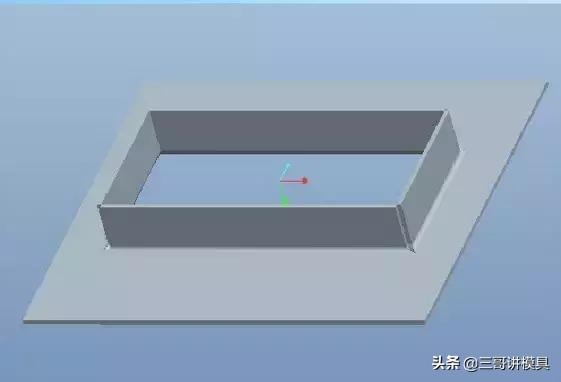
它们能将金属薄板折成或卷成所需要的形状,是零部件的成型工艺;通过折弯机上刀和下刀对金属薄板冷压使其产生形变,得到所需的形状的过程叫折弯。
折弯是钣金件成型的最后一步,零件能否展开并折弯成型需要注意的几个点,下面小编和大家说下。
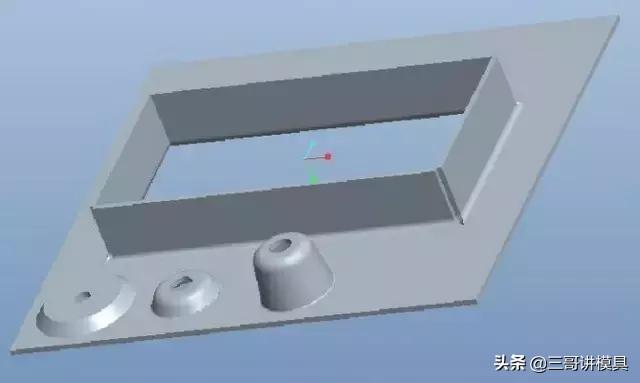
1.材料缺少,如下图,凸台太高,超过材料的延展性,凸台一般用于垫高安装尺寸或者躲过安装冲突,所以凸台必须在不改变材料内部结构,不影响结构强度的情况下才能制作。例如:凸台锥面与基准面角度45°,高度为板厚的3倍
2.冗余材料:冗余材料常见多个折弯边相闭合处,多为工艺出错或制图出错
3.折弯限制:大多数折弯机对折弯都有一定的限制
单边高度:诎诘语折弯机的大小及上刀的高度,解决办法可以采用多边大角度折弯
双边高度:不大于单边最大高度,除受单边高度的所有限制外,还受底边的限制:折弯高<底边
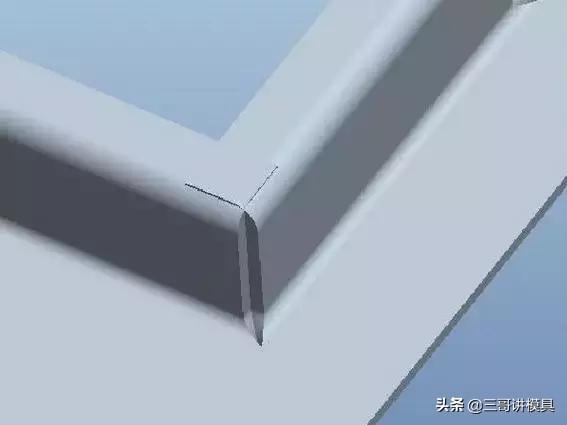
4.由于钣金件是由一块金属薄板通过折弯形成的,折弯边的接触不封没有硬性连接,若不处理会影响强度,通常处理方式为焊接,图纸上技术要求内容为:焊角、焊角,修圆

5.表面处理
由于钣金件的板材较薄,不适合热镀锌,常见的表面处理方式有:磷化、静电喷塑,颜色随工程,此工艺适用板材材质为表面未做处理的黑件
好了,关于钣金件以及它的一些加工工艺小编就说到这里了,各位看官朋友们有没有学到呢?有不懂的就在下方评论区说出来吧,小编和你一起交流、讨论哦!




