English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Úvod procesu: lisování kovů je metoda zpracování kovů, která je založena na plastové deformaci kovu. Používá formy a lisovací zařízení k působení tlaku na plech, což způsobuje plastickou deformaci nebo oddělení plechu, čímž získává díly (lisované díly) s určitým tvarem, velikostí a výkonem. Technologie lisování hraje důležitou roli ve výrobním procesu karoserií automobilů.
Kovové lisování lze použít k zpracování mělkých konkávních kovových tvarů a požadavky na zpracování forem jsou relativně vysoké a tento proces je vhodný pouze pro velkoobchodní výrobu. Tento proces má vysokou přesnost při zpracování a nedochází k významné změně tloušťky materiálu. Pokud se poměr mezi hloubkou a průměrem klesá, obráběcí proces je velmi podobný hlubokému tažení a žádný z těchto obráběcích procesů výrazně nesnižuje tloušťku materiálu.
Sériová výroba dílů vyžaduje komplexní využití více tvářecích a řezných procesů na základě progresivních nástrojů. Řada forem je nezbytná pro rychlé zpracování. Během procesu obrábění dílů je někdy nutné provést druhou operaci na dříve tvarovaných dílech. Některé části mohou vyžadovat pět nebo více operací, což odráží množství procesů. Tento proces může zpracovávat plechy do válcových, kuželových a polokoulových tvarů. Častá kombinace lisování a lisování v procesu dává celému designu širokou škálu možností, například při obrábění hran přírub, asymetrických kol a tvarů s perforací, jsou výrazné charakteristiky tohoto procesu.
Technický popis 000 @ 000
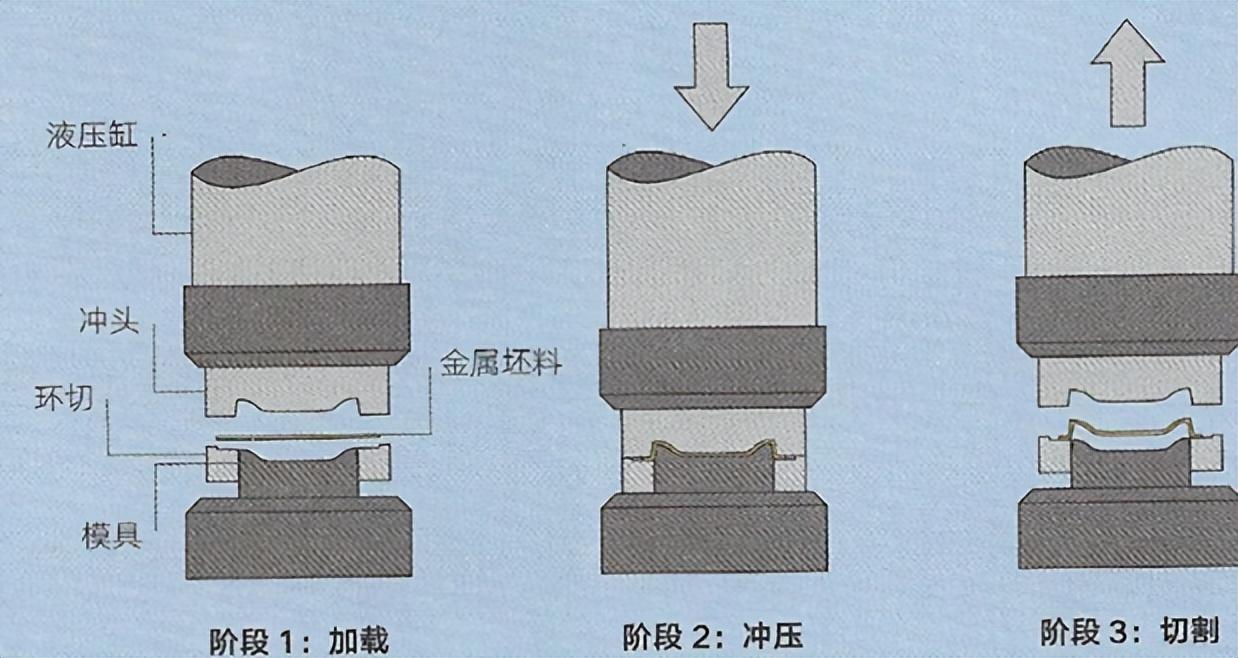
lisování kovů je specifický proces prováděný na děrovacím stroji, který přenáší sílu na děrovač hydraulickým válcem nebo mechanickým zařízením (například vačkovým lisem). Obecně se hydraulické válce volí, protože mají rovnoměrný tlak po celý lisovací cyklus a ty, které používají mechanická zařízení, mají také své místo v kovoprůmyslu.
Děrovače a formy jsou specializované a obecně provádějí pouze jednu operaci tváření nebo děrování. Při provozu jsou kovové pásy obvykle nakládány na pracovní stůl. Poté upněte děrovač a dokončete proces tvarování dílu jedním tahem.
Po dokončení tvarování se odstraňovač pohybuje nahoru a vysune díl, v kterém bodě je díl odstraněn. Někdy je tvarování dílů kontinuální proces a po zpracování musí také procházet procesem lisování. To je běžně známé jako kontinuální proces zpracování a tváření forem.
Za těchto podmínek zpracování jsou zpracované kovové díly převedeny do další fáze zpracování na pracovním stole. Tento proces lze ovládat ručně nebo přes přenosové dráhy. Většina systémů je automatizovaná a udržuje vysoké rychlosti pro zpracování. Další krok může zahrnovat tlakové zpracování, lisování, vlnění nebo jiné sekundární zpracování.
Typická aplikace lisovacího zpracování je velmi rozsáhlá. Drtivá většina velkých procesů zpracování kovů v automobilovém průmyslu je lisování nebo extruze, včetně karoserií automobilů, obložení dveří a obložení.
Tento proces se používá pro zpracování kovových těles kamer, mobilních telefonů, TV skříní, domácích spotřebičů a MP3 přehrávačů. Tento proces využívají také kuchyňské a kancelářské vybavení, nářadí a nože. Pomocí tohoto procesu lze zpracovat vnější tvar a vnitřní strukturu dílů.
Malosériová výroba dílů pomocí souvisejících procesů je dosažena zpracováním plechu, předřádáním kovů nebo ohýbáním. Tyto procesy mohou vytvářet tvary podobné kovovému lisování, ale vyžadují relativně vysoké pracovní dovednosti.
I když jsou procesy lisování a hlubokého tažení podobné, stále existují významné rozdíly. Pokud je hloubka dílu větší než 1/2 průměru, musí být díl prodloužen, aby se snížila tloušťka stěny. To vyžaduje postupný a pomalý provoz, aby se zabránilo nadměrnému natahování a trhání materiálu.
Superplastové tváření může použít jednoduché operace k výrobě větších a hlubších dílů. Toto zpracování je však omezeno na hliník, hořčík a titan, protože vyžaduje, aby materiál měl superplasticitu.
Kovové profily tvořené kvalitou zpracování kombinují tažnost a pevnost kovových materiálů dílů, což zvyšuje tuhost a jas.
Pokud požadavky na povrchový efekt nejsou zvláště přísné, musí být části po deformaci pouze mírně ošetřeny otřepy. Pískování se používá ke snížení drsnosti povrchu. Díly mohou být dále zpracovány práškovým postřikem, lakováním nebo galvanickým pokovováním.
Jedná se o metody rychlé a přesné výroby mělkých konkávních tvarů pomocí plechu. Kruhy, čtverce a mnohoúhelníky mohou použít tento proces.
Tenkostěnné díly mohou zvýšit pevnost dílů přidáním žeber, což může snížit hmotnost a náklady na zpracování. Výběr vhodné formy může zpracovávat profily s kompozitními křivkami a složitými povrchy. Podobným procesem pro dokončení této práce je zpracování plechu, ale vyžaduje vysoce kvalifikované pracovníky. Měkké formy mohou být aplikovány na zpracování plechu a lisování kovů. Jedna strana této formy je vyrobena z pevné gumy, která může působit dostatečný tlak k vytvoření kovového kódu na děrovači.
Konstrukční úvahy: Ražení se provádí na svislé ose. Proto je konkávní úhel vytvořen v druhém razítku. Sekundární lisování zahrnuje tlakovou deformaci, rozšíření řezu a vlnění.
První lisovací operace může pouze snížit průměr vadného materiálu o 30%. Nepřetržitý provoz může snížit průměr o 20%. To znamená, že zpracování některých dílů vyžaduje určitý počet kontinuálního lisování.
V technologii hlubokého tažení je proces často omezen zpracovatelskou kapacitou stroje.Velikost strojního lůžka určuje velikost kódu a zdvih určuje délku protahování. Cyklus zpracování je určen zdvihem a složitostí dílů.
Tloušťka lisované nerezové oceli sahá od 0,4 až 2mm a je možné zpracovat až 6mm silné desky, ale bude ovlivněna tvarem a tvarem.
Mnoho plechů, jako je uhlíková ocel, nerezová ocel, hliník, hořčík, miska, měď, mosaz a zinek, lze zpracovat pomocí tohoto procesu.
Náklady na zpracování jsou relativně vysoké kvůli potřebě vysoce pevných kovových forem během zpracování. Polotuhé gumové formy mají nižší náklady, ale stále vyžadují jednostranné kovové nástroje a jsou vhodné pouze pro malou sériovou výrobu.
Cyklus zpracování je velmi krátký a 1 až 100 dílů lze zpracovat během jedné minuty. Výměna a nastavení forem vyžaduje určité množství času.
Náklady na práci jsou relativně nízké kvůli vysokému stupni automatizace. Leštění a leštění výrazně zvýší náklady na práci.