English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


01
Zpracovatelská zařízení
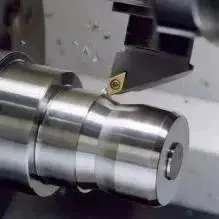
1. Obyčejný soustruh:
Soustruhy se používají hlavně pro obrábění hřídele, kotoučů, pouzder a dalších obrobků s rotujícími se plochami a jsou nejrozšířenějším typem obráběcího stroje v mechanické výrobě. (Může dosáhnout přesnosti 0.01mm)
2. Běžná frézka:
Může zpracovávat ploché plochy, drážky, stejně jako různé zakřivené plochy, ozubené kola atd., a může také zpracovávat složitější profily. (Může dosáhnout přesnosti 0.05mm)
3. Bruska
Bruska je obráběcí stroj, který brousí povrch obrobku. (Může dosáhnout přesnosti 0.005mm, malé části mohou dosáhnout 0.002mm)
4. CNC soustruh
Především zpracovávání sypkých výrobků, vysoce přesných dílů atd. (Může dosáhnout přesnosti 0.01mm)
5. CNC frézka
Především zpracovávání sypkých výrobků, vysoce přesných dílů, složitých dílů, velkých obrobků atd. (Může dosáhnout přesnosti 0.01mm)
6. Řezání drátu
Elektroda používaná pro pomalý drát je mosazný drát a střední drát je molybdenový drát. Pomalé zpracování drátu má vysokou přesnost a dobrou hladkost povrchu. Zpracovat některé přesné otvory, přesné drážky atd. (Pomalý drát může dosáhnout přesnosti 0.003mm, střední drát může dosáhnout přesnosti 0.02mm)
7. Jiskrový stroj
Elektrické výbojové obrábění může zpracovávat materiály a složitě tvarované obrobky, které se obtížně řezají běžnými řeznými metodami, aniž by byly ovlivněny tvrdostí materiálu nebo podmínkami tepelného zpracování. (Může dosáhnout přesnosti 0.005mm)
02
Znalosti procesů
1) Otvory s přesností menší než 0,05mm nelze frézovat a vyžadují CNC obrábění; Pokud se jedná o průchozí otvor, může být také řezán drátem.
2) Přesné otvory (průchozí otvory) po kalení vyžadují zpracování řezání drátu; Slepé otvory vyžadují hrubé obrábění před kalením a přesné obrábění po kalení. Nepřesné otvory lze provést na místě před kalením (zanechává na jedné straně kalenící přípustek 0,2mm).
3) Drážky s šířkou menší než 2mm vyžadují řezání drátu a drážky s hloubkou 3-4mm také vyžadují řezání drátu.
4) Minimální přípustek pro hrubé obrábění kalených dílů je 0.4mm a přípustek pro hrubé obrábění nevkalených dílů je 0.2mm.
5) Tloušťka povlaku je obecně 0.005-0.008mm a měla by být zpracována podle rozměrů předběžného pokovování.
03
Pracovní doba procesu
Procesní doba=doba přípravy+základní doba
Doba přípravy se vztahuje na čas, který pracovníci spotřebovali k seznámení se s procesními dokumenty, sběru polotovarů, instalaci přípravků, úpravě obráběcích strojů, demontáži přípravků atd. Metoda výpočtu: Odhad na základě zkušeností.
Základní čas je čas spotřebovaný na odříznutí kovu.
04
Metoda výpočtu cenových nákladů
Náklady na zpracování=(náklady na materiál+náklady na zpracování) * 1.2
Koeficient 1.2 zahrnuje poplatky za správu
Náklady na zařízení=(náklady na zpracování materiálu+náklady na zpracování+náklady na nákup+náklady na montáž a ladění+náklady na návrh) * 1.2
Koeficient 1.2 zahrnuje poplatky za správu
Náklady na materiál=hmotnost (hustota nebo objem) * jednotková cena (jüan/kg)
Zpracovatelský poplatek=procesní hodiny od jednotkové ceny (jüan/hodina)
Japonské náklady na zakázky (jüan)=kupní cena (jen)/směnný kurz
Náklady na tuzemské zakázky vycházejí z nabídky dodavatele
Designový poplatek=pracovní doba od jednotkové ceny (jüan/hodina)
Informace o nabídce:
1) Soustruh: 60 jüan/hodina
2) Frézka: 60 yuan/hodina
3) Bruska: 60 yuan/hodina
4) Montáž: 80 yuan/hodina
5) Obráběcí centrum: 60-120 yuan/hodina
6) CNC soustruh: 60-120 yuan/hodina
7) Spark stroj: 80-150 yuan/hodina
8) Pomalé řezání drátu: 60-150 yuan/hodina; Začínající 80 yuan pro malé položky, 0.06-0.08 yuan/mm2 pro velké položky podle oblasti
9) Výboj jemných otvorů: uhlíková ocel, wolframová ocel, 1 yuan/mm pro materiály s průměrem 0,3 nebo více, 2-3 yuan/mm pro materiály s průměrem 0,3 nebo menším; 0,3 a výše, 1,8-2 yuan/mm
10) Poplatek za správu: Nákladová cena 0.2