English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

1,Jaké jsou techniky pro vytváření kovových logo značek s texturovanou grafikou a textem
1. Silné kovové panely jsou extrudovány s konvexními znaky pomocí konkávních forem a děrovacích strojů;
2. Je třeba použít tenký kovový panel s konvexními a konkávními formami a razítkem k kreslení konvexních znaků;
3. Používá se metodu leptání k leptání konvexních znaků na nerezové oceli, hliníkové desky nebo měděné desky.
2,Štítek horké lisování zařízení a proces:
Ploché lisování za tepla, jak název napovídá, odkazuje na použití ploché formy jako referenčního povrchu, který je za tepla lisován na plochý obrobek nebo část plochého povrchu obrobku (ploché lisování za tepla). Tento typ dojmu může být vyčnívající grafika a text, horkým razítkem na plochém povrchu; Může to být také plochá silikonová deska, horko razítkovaná na zvýšenou grafiku a text.
Za tepla lisovací a ražící část je vyhřívaný silikonový pryžový váleček, který může být válcován za tepla na rovném povrchu (kulaté ražení za tepla) nebo na zakřiveném povrchu (kulaté ražení za tepla), pokud je vybaven speciálním servo mechanismem, může být také válcován za tepla okrajů televizních krytů a dalších krytů. K dispozici je také druh opařovacího zařízení. Odlišuje se od prvního tím, že stále používá ploché lisování za tepla a obrobek je válcový.Při lisování za tepla se válí a postupuje při lisování za tepla, což dosahuje účelu lisování za tepla na obvodu, který se nazývá "plochý kruh lisování za tepla". Před osmdesátými lety byla většina dovážených strojů pro horké lisování v Číně domácí výroba uživatelů horkého lisování. Na začátku osmdesátých let byla většina dovážených strojů pro horké lisování plochých a válcovacích strojů z japonského Taipingu (Navidas), západního Německa Kurz a Hongkongu. Po osmdesátých letech vzniklo postupně více domácích výrobních továren, které se nyní staly hlavní kategorií speciálních tiskových zařízení, které nejen splňují potřeby domácího trhu, ale také pro vývoz.
3,Co jsou oxidační procesy pro znamení
Existují metody, jako je rychlá oxidace, elektrolytické barvení, namáčení a trekový tisk a barvení, nízkoteplotní těsnění, elektroforetická náhrada barvy pro druhou oxidaci a různé oxidační zdroje energie.
4,5Tiskový proces pro kovové logo značky:
1. Sítotisk: Text, stupnice, grafika, umístění otvorů a barvy sítotisku by měly splňovat požadavky výkresu. Vzhled kovového loga štítku by neměl mít žádné významné škrábance nebo skvrny a adheze inkoustového filmu by měla splňovat požadavky;
2. Strojový tisk: Jedná se o kovový barevný tisk, pomocí ofsetových tiskových strojů, s jasnými barvami a nadměrnými gradientovými efekty, díky čemuž grafika a text jsou živé a přesvědčivé.
5,5,opatření pro pečení barvy na kovové logo značky:

Místnost na pečení barvy a prostředí by měly být čisté, vyhnout se prachu a dokonce ředění barvy a měla by být kontrolována doba pečení.
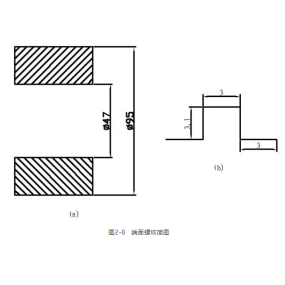
6,Proces řezání kovových logo značek a jmenových štítků:
1. Spodní zpracování lisování tvoření vysokého lesku řezání (hluboké tažení)
2. Ražení tvoření spodní vrstvy ošetření, vysoký lesk řezání (za studena vytlačování)
3. Letání konvexního nápisu spodní vrstvy, vysoký lesk řezání (leptání), vysoce lesklé značení
7,Existuje několik galvanických procesů pro kovové logo značky:
Galvanické pokovování obecně zahrnuje zlacení, stříbrné pokovování, bronzové pokovování, starožitné měděné pokovování, niklování, pískové niklování a dvoubarevné zlacení.
Připomeňte všem, aby věnovali pozornost době a tloušťce povlaku během galvanického pokovování. Pokud je štítek příliš tenký, může to přímo ovlivnit proces kreslení. Nátěr se snadno opotřebovává během tažení, což nemůže dosáhnout požadovaného efektu a je náchylné k rozbití. Existuje příliš mnoho vadných výrobků. Kontrolujte dobu zpracování plastových dílů, aby se zabránilo korozi pod bublinami v povlaku.