English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

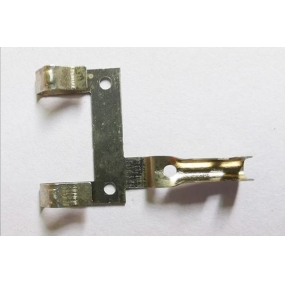
Rozsah zpracování plechu je velmi široký, jako jsou různé části, krabice, desky, skříně, ohýbání, dveře z nerezové oceli atd. Drtivá většina kovových výrobků zapojených do každodenního života je zpracování plechu, které je široce používáno v našem každodenním životě. Jaké jsou tedy běžné problémy při zpracování plechu?
Problémy při zpracování plechu:
1. Otřepy: Nepotřebné suroviny nejsou zcela uchovávány při lisování plechu nebo pravoúhlém zpracování, což vede k otřepům na průřezu silných ocelových desek. Když relativní výška otřepů překročí 0,2mm podle průřezu, ventilátor poškodí formu, což způsobí nárazy a tlaky.
2. Konvexní konkáva: Abnormální konvexní konkáva na povrchu plechu je také způsobena příznivou linií odvíjení.
3. Míchání nečistot (železné kolíky a prach) v plechu. Tisk válců: způsobený nečistotami přilnavými k čisticímu válci nebo podávacímu válci (pevný průměr roztahu). Obecně řečeno, nečistoty na válečkovém tištěném papíru lze odstranit.

4. Kluzné značky: Plech kvůli válcům.
5. Válečkové, kluzné stopy se vyskytují, když váleček náhle zastaví nebo zrychlí. Drcení oceli válcované za tepla může pravděpodobně způsobit vrásky na okrajích: vodící válce na prospěšné drátěné síti se pravděpodobně zmáčknou v důsledku malé mezery mezi vodícími válci na formě, což je také způsobeno ocelí válcované za tepla.
6. Způsobené nevyváženým krmením. Škrábance: Hlavní příčinou škrábanců na dílech jsou ostré jizvy na formě nebo prach kovového materiálu, který spadá do formy. Preventivními opatřeními jsou leštění jizev na formě a odstranění prachu kovového materiálu.
7. Praskání spodní části: Primárním faktorem způsobujícím praskání spodní části je špatná plasticita suroviny nebo nadměrná stlačení okrajového pásu formy. Preventivním opatřením je nahradit suroviny vynikající plasticitou nebo uvolnit zařízení pro pásování hran.
8. Vráska na vnější stěně: Hlavní příčinou vráskání na boční stěně plechu je nedostatečná tloušťka suroviny (pokud je relativita malá, je povolena tenčí tloušťka) nebo axiální síla dochází během montážního procesu levé a pravé formy, což vede k velké mezerě na jedné straně a malé mezerě na druhé straně. Preventivním opatřením je okamžitě nahradit suroviny a znovu upravit formu.
Obsah článku pochází z internetu. V případě jakýchkoli dotazů mě prosím kontaktujte a smažte ho!