English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

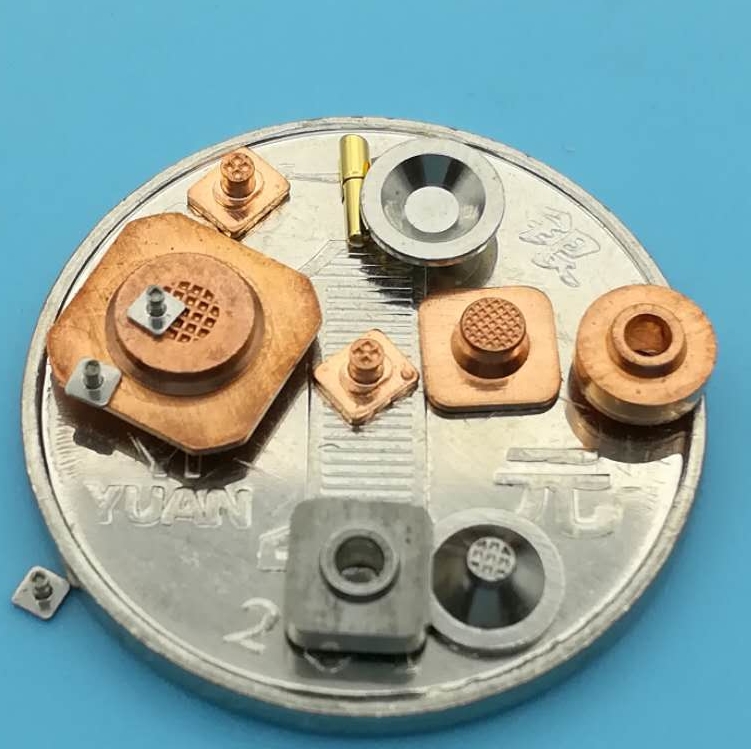
000 @.000 mikroprecizní vytlačování za studena je nová odvětví studena vyvinutá v posledních třech desetiletích, používaná hlavně v oblasti mikroelektronických dílů. S vývojem elektronických výrobků směrem k miniaturizaci roste poptávka po mikrohardwarových elektronických dílech a požadavky na výrobky jsou stále přesnější. Mikroprecizní výroba za studena hraje také stále důležitější roli v národní ekonomice.
Pokud jde o mikropřesnou technologii vytlačování za studena, je to stále vytlačování za studena, ale je to mikro a vyšší přesnost technologie vytlačování za studena. Proto se náš výrobní proces stále musí odkazovat na výrobní proces běžného vytlačování za studena. Tradiční vytlačování za studena je řezání koláče, žíhání, fosforování, řezání a separace. Mikropřesné vytlačování za studena se však nemůže obejít bez těchto procesů. Mikroelektronické přesné díly pro vytlačování za studena mohou snadno produkovat miliony nebo dokonce desítky milionů částic na objednávku. Pokud stále používáte tradiční metody ručního nakládání za studena pro výrobu, je čas ukončit třídu brzy! Takže výzkum a výroba mikropřesné technologie vytlačování za studena se staly stále důležitější, a proto musíme hovořit o tématu mikropřesné technologie vytlačování za studena.
Návrh mikropřesných forem pro vytlačování za studena by měl brát v úvahu jejich kontinuální produktivitu a použité zařízení jsou také vysokorychlostní děrovací stroje. Pouze vysokorychlostní děrovací stroje mohou splnit velké výrobní potřeby zákazníků. Zralé formy EMAR v současné době udržují rychlost děrování 260 krát za minutu, která může stále splnit potřeby většiny zákazníků. Rychlost by neměla být příliš rychlost chlazení děrovače držet krok a poškození vložky nebude stát za ztrátu. Počet. Ha-ha!
Návrh mikropřesných forem pro vytlačování za studena by měl brát v úvahu jejich kontinuální produktivitu. Embryo musí být tvořeno v mnoha krocích uvnitř formy, protože zpracování za studena není jako lisování, a tlak je velmi vysoký, dosahující více než 2000MP. Proto vodicí sloupy nesmí být příliš malé nebo příliš málo. Když narazíte na design výrobku, musíte plně zvážit tento bod, jinak výroba výrobku bude nestabilní po určitou dobu, a nemůžete najít důvod.
Nejdůležitější strukturou formy při návrhu mikropřesných forem pro vytlačování za studena je to, jak přesně podávat. Pokud není metoda podávání přesná, vážně ovlivní rychlost výtěžnosti produktu. EMAR Hardware v tomto ohledu udělal mnoho objížďek. V současné době se používají dva sady metod podávání a patentový certifikát pro tuto výrobní metodu. Proto není vhodné zveřejňovat více informací, aby se zabránilo dotyku linky!
Návrh mikropřesných forem pro vytlačování za studena stále musí dodržovat principy designu za studena. Bez ohledu na konvexní a konkávní formy, průtok kovu by měl být snadný, zejména návrh kovových mrtvých uzlů by měl být hladký. Pokud efekt nelze dosáhnout, může být rozdělen do více návrhů, aby postupně dosáhl požadovaného tvaru. Nenavrhovat v jednom kroku, jinak rychlost poškození děrovače vašeho opravníka ještě unavenější než pes!
Mazání je takovým klíčovým faktorem při výrobě mikropřesného vytlačování za studena, který vážně ovlivňuje životnost formy. Hardware EMAR udělal mnoho objíždek ve výzkumu a vývoji a výrobě. Konečně, to byla řešení poskytnutá profesory materiálového výzkumného ústavu šanghajské Jiaotong University, které řešily tyto problémy hlavy, v podstatě nahrazují proces fosforování a saponifikace mazání. Nyní výroba je velmi hladká. V tomto ohledu, staré železa poskytnout pomoc EMAR.
Staré žehličky, mohu pouze zmínit záležitosti, které by měly být všimnuty při návrhu a výrobě mikroprecizní vytlačovací matrice za studena. Vítejte na objednávkách v tomto ohledu a používejte EMAR hardware, aby vám pomohl vyrábět, nebo zaplatit patentový poplatek za technologii poskytované EMAR hardware!
Existující videa o přesné výrobě EMAR za studena, vítejte na návštěvě!