English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

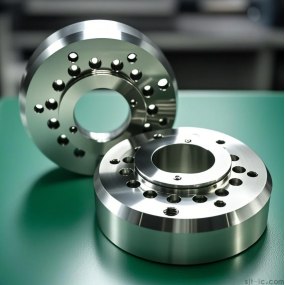
Při zpracování a výrobě kovových lisovacích dílů jsou k jejich výrobě vyžadovány více procesních toků. Nicméně, pokud dojde k malé chybě v provozu během procesu, je velmi snadné způsobit vady, jako je praskání kovových lisovacích dílů, které ovlivňují normální používání výrobku. V reakci na tento problém EMAR Precision analyzuje příčiny trhlin obrobku dnes:
Kovové lisovací díly

1. Nadměrné lokální tahové namáhání
Během lisovacího procesu kovových lisovacích dílů jsou kvůli nadměrnému lokálnímu tahovému namáhání ovlivněny vnitřním napětím a vnějším nárazem, což vede k významné lokální expanzní deformaci a trhlinám.
2. Parametry procesu tváření nebyly implementovány správně.
Při tváření obrobku musí být konkávní matrice, lisovací jádro a dvě části pevně přilnuty k sobě. Když se děrovací sklouzne dolů, je dosaženo plastické deformace lisovaného plechu. Nicméně, zpracovatelé technici neupravili stroj včas podle požadavků procesu, což vedlo k nestabilnímu provozu a prasklinění kovových lisovacích dílů.
3. konstrukční vady v přírubové formovací matrice
Forma je dvojitá dutina a levé/pravé části jsou univerzální, protože tento proces zahrnuje nejen příruby, ale také obsah tvarování. Kromě toho jsou díly obzvláště složité, ohýbací plocha je úzká a tvarovací požadavky konkávního jádra formy jsou v souladu s tvarovací plochou, což vede k velkému tvarovacímu zdvihu a malé lisovací ploše struktury formy a jevu trhlin.
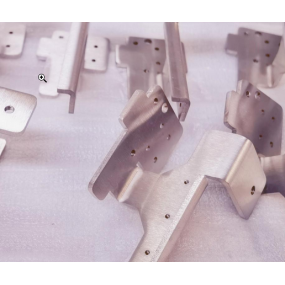
Kovové lisovací díly

4. Výkon lisovacího oleje nesplňuje požadavky procesu.
Razící olej slouží hlavně k izolaci forem a kovových lisovacích dílů během lisovacího procesu. Nicméně použití nespecializovaných olejů, jako je řepkový olej, mechanický olej, recyklovaný olej atd., může způsobit poškrábání a otřepy na obrobku v důsledku okamžitého prasknutí olejového filmu během lisovacího procesu, což vede k vážným problémům, jako je praskání kovových lisovacích dílů a poškození formy.