English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

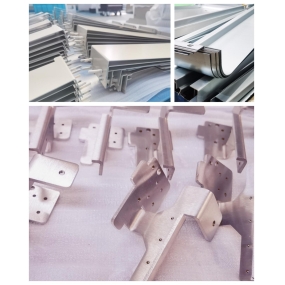
Takzvané řemeslné zpracování kovových přesných lisovacích dílů je obtížnost zpracování této kovové přesné lisovací části. Dokonalé lisovací řemeslo by mělo zajistit vysoké využití surovin, několik kroků zpracování, jednoduchou strukturu lisovacích nástrojů a dlouhou životnost, vysokou kvalitu lisovacích dílů, jednoduchou a pohodlnou obsluhu lisovacích pracovníků. Existuje mnoho faktorů, které ovlivňují řemeslné zpracování kovových přesných lisovacích dílů, jako je tvar výrobku, velikost, přesnost a výkon.
1. Tvar kovových přesných lisovacích dílů by měl být jednoduchý a symetrický, nejlépe složený z oblouků a rovných čar, aby při plánování rozvržení mohlo vzniknout méně odpadu.
 2. Snažte se vyhnout dlouhým konzolám nebo štěrbinám na kovových přesných lisovacích částech a minimální šířka by měla být větší než dvojnásobek tloušťky materiálu. Vzdálenost mezi otvory a otvory, otvory a hranami lisovacích dílů by neměla být příliš malá.
2. Snažte se vyhnout dlouhým konzolám nebo štěrbinám na kovových přesných lisovacích částech a minimální šířka by měla být větší než dvojnásobek tloušťky materiálu. Vzdálenost mezi otvory a otvory, otvory a hranami lisovacích dílů by neměla být příliš malá.
3. Velikost děrování by neměla být příliš malá, aby nedošlo k porušení děrné jehly během procesu lisování.
4. Za normálních okolností by tvar lisovacích dílů neměl mít ostré rohy, ale měl by používat zaoblené rohy pro přechod, což vede ke zpracování lisovací kostky a zvyšuje životnost kostky.
5. Při děrování úderů na děrování a ohýbání dílů a děrování hlubokých částí výkresu by vzdálenost od okraje otvoru k rovné stěně obrobku neměla být příliš malá. Pokud je vzdálenost příliš malá, otvor se po děrování deformuje. Pokud se udeří později, děrovací jehla se také snadno zlomí.
Tento článek je od společnosti EMAR Mold Co., Ltd. Pro více informací souvisejících s EMAR klikněte na: www.sjt-ic.com!