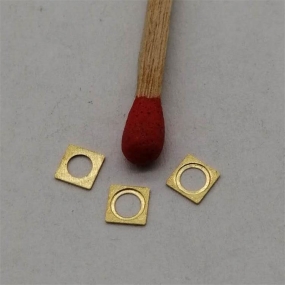
Ve srovnání s odlitky a výkovky mají kovové lisovací díly vlastnosti tenké, jednotné, lehké a silné. Razítko může vyrábět obrobky s žebry, žebry, zvlněnými nebo přírubami, které jsou obtížné vyrobit jinými metodami pro zlepšení jejich tuhosti. Díky použití forem může přesnost obrobku dosáhnout úrovně mikronu, specifikace jsou konzistentní a mohou být vyraženy otvory, bossy atd. Tento nebo ten problém se může vyskytnout při výrobě lisovaných dílů, takže to zjistíme dnes. Běžné problémy při výrobě kovových lisovacích dílů:1. Uzavírací výška lisování pro přesné kovové lisovací díly je příliš nízká a řezná hrana punče je příliš dlouhá na to, aby upravila uzavírací výšku;2. Okraj úderu není ostrý a znovu brousit okraj; I. Povrch úderu je napjatý a síla je nerovnoměrná při odstraňování materiálu. Nahraďte úder;3. Spodní odpad z lisování blokuje okraj nože, což způsobuje, že úder se rozbije a znovu vyvrtá velký polohovací otvor, takže polotovar je hladký;4. Pevná část (dlaha) úderu a vodicí část jsou oříznuty nebo znovu naříznuty do bloku, aby se úder hladce posunul nahoru a dolů (deska);5. Úder je příliš tenký, příliš dlouhý a síla není dostatečná k nahrazení typu úderu;6. Nesprávné umístění razicího materiálu způsobuje, že děrovací punč se jednostranně řeže, upraví polohovací nebo podávací zařízení kvůli nerovnoměrné zlomenině síly; 7, vodítko desky je špatné, což způsobuje, že děrovací materiál je jednostranně namáhán a opraven na mezeru desky; 8, okraj děrovacího nože je příliš krátký a děrovač je nahrazen rušením desky, čímž se zvyšuje délka okrajové části nože; 9, děrovač není dobře fixován a děrovač je znovu upevněn nahoru a dolů, takže se nemůže pohybovat nahoru a dolů; 10, tvrdost děru je příliš vysoká a materiál děrování není správný. Nahraďte děrovací materiál a upravte tvrdost tepelného zpracování. Výše uvedené informace vám poskytuje EMAR o problémech, které se vyskytnou při výrobě kovových lisovacích dílů. Po pochopení mohou být problémy sníženy a může být zlepšena efektivita práce. Pokud potřebujete znát problémy jiných lisovacích dílů, pokračujte v naší činnosti. Čas od času je pro vás analyzujeme.
Ahoj! Vítejte na webových stránkách společnosti EMAR!
 Czech
Czech » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque