English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Mae Emma Technology Co., Ltd. yn un o gynhyrchyddion proffesiynol arwain o rannau metel presaf yn Tseina, a sefydlwyd yn 2006. Mae'n barhaol yn gwneud busnes fel rhannau peiriannu CNC, rhannau Stampio Metel, a brosesu metel daflen.
Name Mae'r tecnoleg ffurfio stampio'n chwarae rôl bwysig yn y broses gynhyrchu corff awtomatig.
Gellir defnyddio stampio metall i brosesu siâp metall cwng isel, ac mae'r angenrheidion brosesu ar gyfer moliau yn berthynnol uchel, ac mae'r broses hon yn addas ar gyfer cynhyrchu mawr yn unig. Mae gan y broses hwn ddigondeb uchel yn y broses ac nid oes newid sylweddol yn trwchu mater. Pan mae'r cymhareb rhwng dyfnder a'r diamedr yn lleihau, mae'r broses peiriannu yn debyg iawn i arlunio dwfn, ac nid yw'r broses peiriannu hwn yn lleihau tyfnder y mater yn sylweddol.
Mae angen defnydd cyfan o broses lluosol ffurfio a torri ar sail offer cynnydd. Mae cyfres o ffurfiau yn bwysig i brosesu cyflym. Yn ystod y broses peiriannu rhannau, mae'n bosib weithiau angen gwneud ail weithred ar y rhannau a ffurfio'n barod. Gall rhai rhannau angen 5 neu fwy o weithredoedd, sy'n adlewyrchu'r nifer o broses. Gall y broses yma brosesu taflenni metel i ffurfiau cylindrig, conig a hanner-safonol. Mae'r cyfuniad aml o stampio a gwasgu yn y broses yn rhoi'r cynllun cyfan amrediad eang o ddewisiadau, fel pan mae ymylon flange yn teimlo, olwyni asimmetrig, a siapiau gyda perforadau, mae nodweddion arbennig y broses hon yn amlwg.
Disgrifiad Technig 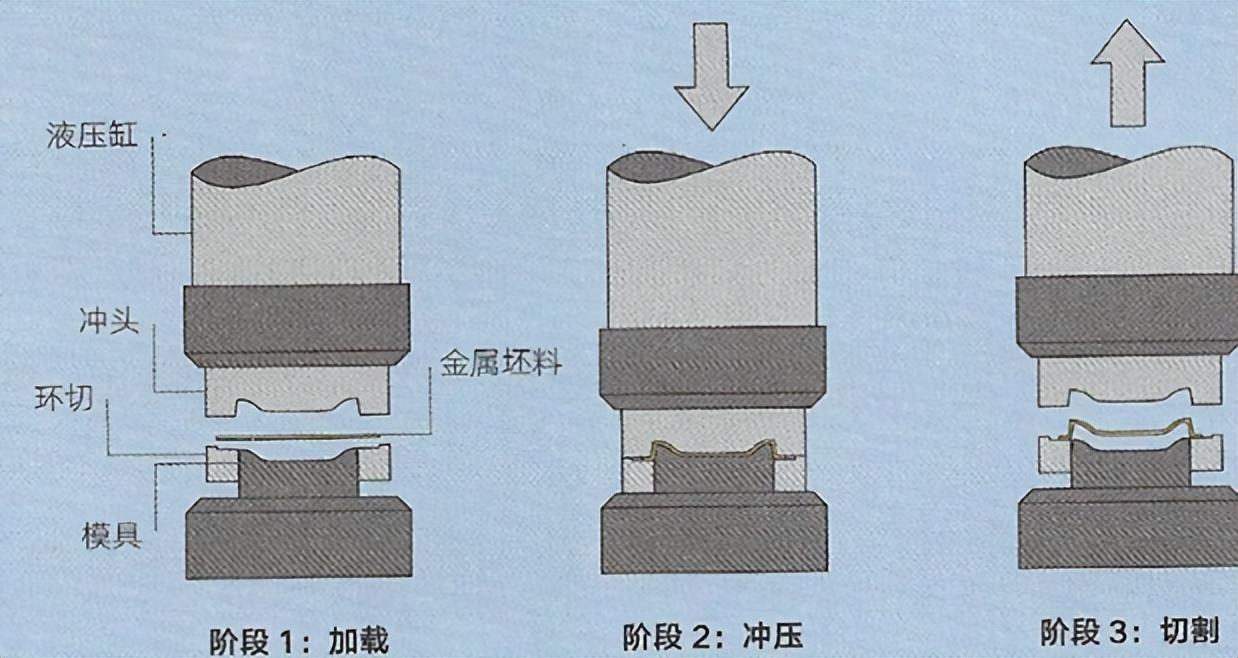
Name Yn gyffredinol, mae'r cylindrau hydraulig yn cael eu dewis oherwydd mae ganddynt gwasgu unigryw ar draws y cylch stampio cyfan, a mae gan y rhai sy'n defnyddio dyfeisiau mecanigol lle hefyd yn yr industri brosesu metel.
Mae pwyntiau a ffurfiau yn arbennig ac yn gyffredinol yn gwneud dim ond gweithrediad unig o ffurfio neu pwyntiau. Yn gweithredu, mae biledau metel yn cael eu llwytho ar y banc gwaith fel arfer. Yna clymu'r pwynt a gwblhau'r broses ffurfio'r rhan mewn un strôc.
Ar ôl i'r ffurfio gael ei gyflawni, mae'r stryptydd yn symud i fyny a echdynnu'r rhan, ar y pwynt mae'r rhan yn cael ei dynnu. Weithiau, proses barhaol yw ffurfio rhan, ac ar ôl broses, mae'n rhaid iddo hefyd fynd drwy broses stampio. Mae hyn yn gyffredinol yn cael ei hysbys fel y broses broses a ffurfweddu ffurfweddu ffurfweddu ffurfweddol.
O dan y amodau brosesu hyn, trosglwyddir y rhannau metel a brosesir i'r stad nesaf o brosesu ar y banc gwaith. Gellir gweithredu'r broses hon â llaw neu drwy traciau trosglwyddo. Mae'r rhan fwyaf o'r cysawdau yn awtomatig ac yn cadw cyflymder uchel ar gyfer prosesu. Gall y cam nesaf gynnwys brosesu gwasgu, stampio, cyrlio, neu brosesu eilaidd arall.
Mae'r rhaglen arferol o broses stampio yn eang iawn. Mae'r rhan fwyaf o broses brosesu metel ar fawr mawr yn yr arddull awtomatig yn stampio neu ekstrusio, yn cynnwys corff cerbyd, llinynnau drws, a trim.
Defnyddir y broses yma ar gyfer brosesu corfforoedd camera metel, ffôn symudol, casings TV, dyfeisiau teulu, a chwaraewyr MP3. Mae'r broses hwn hefyd yn defnyddio dyfais gegin a swyddfa, offer, a cyllell. Gellir prosesu siâp allanol a struchtúr mewnol y rhannau gan ddefnyddio'r broses hon.
Mae cynhyrchu batch bach o rannau gan ddefnyddio prosesau cysylltiedig yn cael eu cyrraedd drwy brosesu metall daflen, troelli metall, neu ffurfio blygu. Gall y broses yma gynhyrchu siâp sy'n debyg i stampio metall, ond mae angen swyddogaeth gwaith yn gymharol uchel.
Er bod prosesau stampio a lluniad dwfn yn debyg, mae gwahaniaethau sylweddol yn dal. Pan fydd dyfnder y rhan yn fwy na 1/2 o'r diamedr, rhaid i'r rhan gael ei hirio i leihau tyfnder y wal. Mae hyn yn angen gweithrediad raddol a araf er mwyn osgoi ymestyn a rhwygo gormod o'r mater.
Gall ffurfweddu superplastig ddefnyddio gweithrediadau syml i gynhyrchu rhannau mwy a dyfnder. Fodd bynnag, mae'r brosesu hwn yn cael ei gyfyngu at aluminium, magnesium, a titanium, gan ei fod yn angen i'r mater gael superplasticity.
Mae'r proffiliau metel a ffurfiwyd gan brosesu ansawdd yn cyfuno dychwelydd a cryfder materiaethau metel y rhannau, gan wella tryloywder a disgleirdeb.
Os nad yw'r angenrheidion o effaith wynebfath yn arbennig yn dryfn, rhaid i'r rhannau gael eu trin ychydig gyda chwyddau ar ôl deformation. Defnyddir chwyddo tywod i leihau garwch wynebfath. Gall rhannau hefyd gael eu brosesu ymlaen drwy chwyddo pŵr, peintio, neu electroplatio.
Dyma'r dulliau hyn ar gyfer cynhyrchu'n gyflym a'n cywir siâp cwmpas isel gan ddefnyddio metel daflen. Gall cylchoedd, sgwariau, a pholygonau ddefnyddio'r broses hon.
Gall rhannau waliau tenau wella cryfder y rhannau drwy ychwanegu ffrindiau, a gall hyn leihau pwysau a costau prosesu. Gall dewis ffurf addas prosesu proffiliau gyda curfau cyfansoddedig a wynebfathau cymhlygedig. Proses tebyg i gyflawni'r swydd hwn yw proses metel daflen, ond mae angen gweithwyr addasedig iawn. Gellir gweithredu ffurfiau meddal ar brosesu metel daflen a stampio metel. Mae un ochr o'r ffwll hwn yn cael ei wneud o gomwr rigid, sy'n gallu gweithredu gwasgu digon i ffurfio bilied metel ar y pwnc.
Sylwadau cynllun: Gweithredir stampio ar echelin fertigol. Felly, mae'r ongl cwnbwn yn cael ei ffurfio yn yr ail stampio. Mae'r stampio eilaidd yn cynnwys deformation gwasgu, estyniad torri, a gwrlio.
Mae'r weithred stampio cyntaf yn gallu lleihau diamedr y mater difethiant yn unig o 30%. Gall y weithred barhaol leihau'r diamedr o 20%. Mae hyn yn golygu bod prosesu rhai rhannau yn angen nifer penodol o stampio cyfredol.
Yn dechnoleg arlunio dwfn, mae'r broses yn aml yn cael ei gyfyngu gan gyflymder prosesu'r peiriant. Mae maint gwely y peiriant yn penderfynu maint y bilet, a'r strôc yn penderfynu hyd ymestyn. Penodir y cylch brosesu gan y strôc a chymhlethwch y rhannau.
Mae trwchus y dur ddi-dail stampio yn amrediad o 0.4 i 2 mm, ac mae'n bosib prosesu hyd at placiau trwchus 6 mm, ond fe fydd yn cael ei effeithio gan y siâp a'r siâp.
Gellir brosesu llawer o ddalen metel, megis dur carbon, dur ddi-dail, aluminium, magnesium, bwell, cwper, bras, a zinc, gan ddefnyddio'r broses hon.
Mae'r costas brosesu'n berthnasol uchel oherwydd y angen am ffurfiau metel o gryfder uchel yn ystod y brosesu. Mae gan ffurfiau cauchwm hanner rigid costau isel, ond mae angen offer metel uniochr yn dal ac mae'n addas ar gyfer cynhyrchu batch bach yn unig.
Mae'r cylch brosesu yn byr iawn, a gellir brosesu 1 i 100 rhan o fewn 1 munud. Mae angen amser penodol ar gyfer amnewid a gosod ffurfiau.
Mae'r costau gwaith yn berthnasol isel oherwydd y gradd uchel o awtomati. Bydd llysu a llysu yn cynyddu costau gwaith yn sylweddol.
Gellir ail-ddileu pob mater gwastraff oherwydd effeithiau amgylchedd. Gellir cynhyrchu eitemau yn barhaol gan ddefnyddio technoleg stampio metel.