

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Erfyn peiriant CNC diwedd uchel
Mae'r chwe eiriau hyn yn cynnwys tri haen o gynlluniau, gadewch i ni edrych yn agos ar bob haen.

Name
Yn gyntaf, beth yw "offer peiriant"?
Yn ystyr llyfn, "offer peiriant" yn cyfeirio fel arfer i "offer peiriant torri" (mewn ystyr llyfn, mae'n oherwydd mae hefyd offer peiriant gynhyrchu ychwanegol fel argraffu 3D neu offer peiriant arbennig eraill), sy'n defnyddio dulliau torri i broses darnau gwaith i rannau peiriant. Mae hynny'n dweud, offer peiriant yw'r peiriannau sy'n cynhyrchu peiriannau, felly maent hefyd yn cael eu hysbys fel "peiriannau gweithio". Yn Siapaneeg, maent yn cael eu galw "peiriannau gweithio" (こさくき), ac mewn Saesneg, maent yn cael eu galw "Offer peiriannau".
Roedd yr offer peiriant gwir cyntaf mewn gwirionedd yn peiriant difrifol, wedi ei dyfeisio gan John Wilkinson y briodais ym 1775. Y motyw gwreiddiol ar gyfer dyfeisio'r peiriant ddifrol hwn oedd datrys y broblem ymarferol o gynhyrchu bariau cannon presaf uchel yn y milwyr ar y pryd hwnnw.
Mae peiriannu dwyddus yn broses torri sy'n defnyddio offer torri i ehangu'r diamedr mewnol o twllau neu cynnwys cylchol eraill ar ddarnau gwaith sy'n cylchdroi. Mae'n cyfateb i droi, sy'n broses torri sy'n defnyddio offer i leihau'r diamedr allanol darn gwaith sy'n cylchdroi neu i ffurfio'r wyneb diwedd. [2]
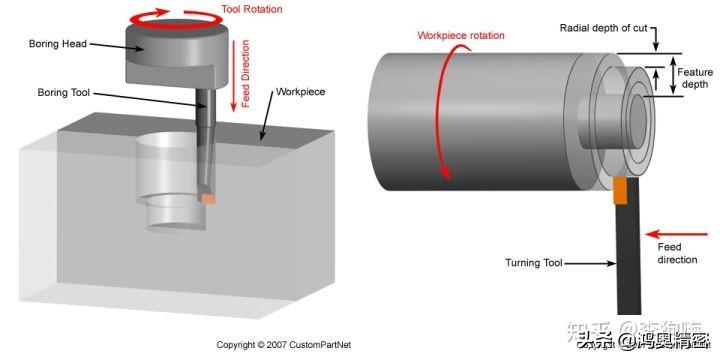
Prosesau ennill (chwith) a troi (dde)
Wilkinson 47 mlynedd oed, ar ôl ymdrechion parhaol yn ffatri ei dad, yn olaf crewyd y peiriant newydd sy'n gallu cynhyrchu barreli cannon gyda union anarferol. Mae' r prif weithio yn cylchdroi' r gwaith sefydlog o' r offer difrifol drwy olwyn dŵr a' i gwthio yn gymharol â' r darn weithio silindrig. Mae' r gwaith sefydlog o' r offer difrifol yn pasio drwy' r silindr a chynhelir ar y ddau ben. Oherwydd y cylchdroi cymharol rhwng yr offer a' r darn weithio, mae' r mater yn cael ei bori mewn i twll sili
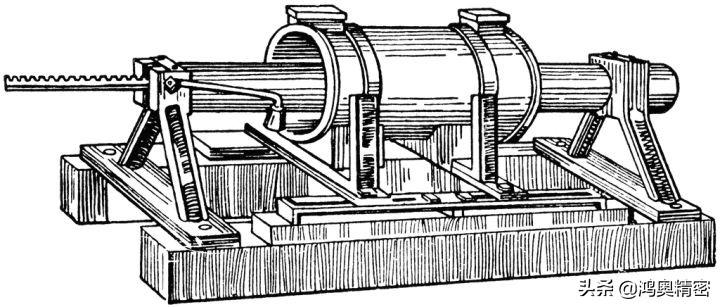
Diagram sgema y peiriant bore cyntaf
Ac fe ddefnyddiwyd y peiriant difrifol yn ddiweddarach ar gyfer peiriant peiriant stŵr peiriant. Y rheswm yw bod ar ôl dyfeisio James Watt y peiriant stŵr, mae'n dod o hyd yn anodd iawn i gynhyrchu cylindrau peiriant stŵr gan ddefnyddio dulliau ffurfio, ac oherwydd cywirdeb cynhyrchu isel a leakage awyr drwm y cylindrau, roedd cynhyrchu a gwelliant effeithiol y peiriant stŵr yn gyf [3] Ar ôl cymryd y peiriant difrifol hwn, gall cynhyrchu cylindrau presaf uchel o fwy na 50 modfedd, gwella llawer ansawdd prosesu a effeithioldeb cynhyrchu cynhyrchu peiriant stŵm, ac felly cyrraedd llwyddiant mawr.
Yna, er mwyn cyfuno â angenaethau cyfeiriaduron brosesu amrywiol, ymddangosodd mathau amrywiol o offer peiriant megis lathes, peiriannau milio, planyddion, brynyddion, peiriannau drilio, a.y.b. [4]
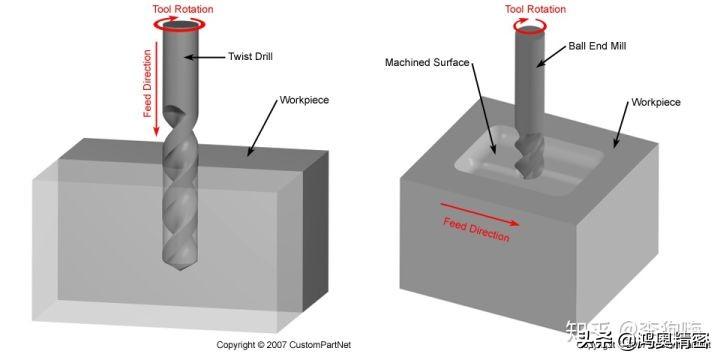
Prosesau drilio (chwith) a milio (dde)
Yna, beth yw "offer peiriant CNC"?
Roedd y cyfrifiadur elektronig cyntaf yn cael ei geni ar 14 Februar 1946 yn Prifysgol Pennsylvania yn yr Unol Daleithiau. Mae'r motyw cychwynnol ar gyfer ei datblygu oedd cynhyrchu dyfais cyfrifiadurol "electronol" gan ddefnyddio tubau electronol yn hytrach na relays, fel y gofynnwyd gan y milwyr UDA, yn y cyd-destun Rhyfel Byd II, i gyfrifo'r llwybr cragen.
Mae chwe flynyddoedd yn ddiweddarach, ym 1952, yn cysylltu Parsons gyda'r Massachusetts Institute of Technology (MIT) i ddatblygu'r offer peiriant rheoli rhifol cyntaf (NC) (hyd yn ogystal fel "offer peiriant rheoli rhifol") trwy gyfuno system rheoli rhifol sy'n seiliedig ar gyfrifiaduron elektronig gyda peiriant milio o Cincinnati. O hynny ymlaen, mae'r offer peiriant traddodiadol yn cael eu newid ansawdd, gan marcio dechrau yr [5]
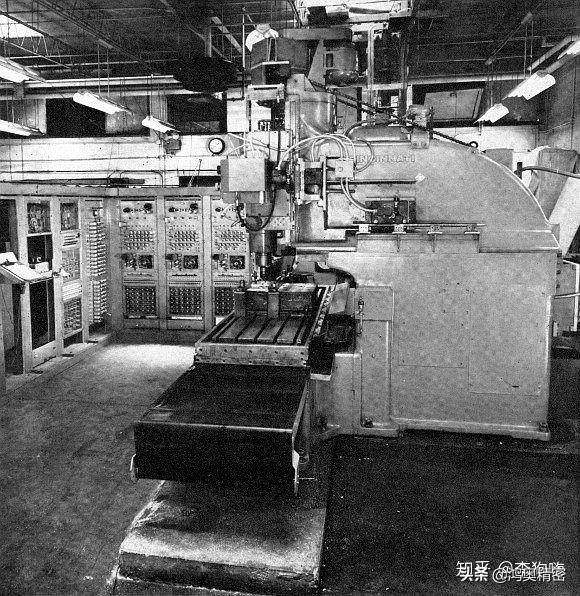
Erfyn peiriant CNC cyntaf (peiriant milio)
Mae chwe mlynedd yn ddiweddarach, ym 1958, yn cysylltu MIT gyda mwy nag un cwmni o dan gynorthwyo'r milwyr UDA i ddatblygu APT (Offer Rhaglennu Awtomatig), iaith rhaglenni cyfrifiadurol ar lefel uchel a ddefnyddir i greu cyfarwyddiadau gwaith ar gyfer offer peiriant CNC. Y dull mwyaf cyffredin nawr yw defnyddio cyfarwyddiadau fformat RS-274, a'u cyfeirir fel "côd G". [7]
Gyda datblygu'r tecnoleg cyfrifiadurol yn barhaol, mae'r microprosesydd wedi'i gymhwyso i reolaeth digidol, gan wella'n fawr eu ffwythiannau. Computer Numerical Control), Mae'r offer peiriant sy'n gweithredu'r system hwn yn hysbys hefyd fel offer peiriant CNC, sy'n offer peiriant rheoli rhifol a rheolir gan y cyfrifiadur, neu'n syml yn cael ei gyfeirio fel "offer peiriant CNC".
Technoleg Rheoli Rhifol mewn offer peiriant CNC yw dull teicnegol sy'n defnyddio arwyddion digidol i reoli'r broses symud a peiriannu'r offer peiriant. Erfyn peiriant CNC yw erfyn peiriant sy'n defnyddio technoleg CNC, neu mae'n peidio â system CNC. Mae'r Pedwerth Comitet Technig o'r Cymdeithasydd Rhyngwladol o Prosesu Gwybodaeth (IFIP) yn diffinio offer peiriant CNC fel offer peiriant a pheirir gyda system rheoli rhaglen. Gall y system rheoli yma broses rhaglenni gyda codau rheoli neu gyfarwyddiadau symbolaidd eraill, eu datgodio, eu cynrychioli gyda rhifau wedi'u côdi, a'u mewnbwn i'r system CNC drwy gyrryddion gwybodaeth. Ar ôl cyfrifo a brosesu, mae'r ddyfais CNC yn cyhoeddi arwyddion rheoli amrywiol i reoli gweithred yr offer peiriant, ac mae'r rhannau yn cael eu brosesu yn awtomatig yn ôl anghenion.
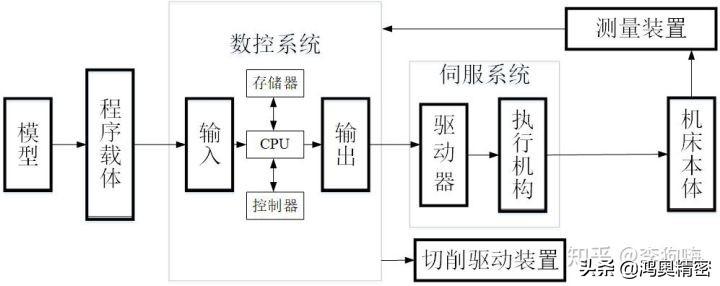
Proses peiriannu offer peiriant CNC
Mae'r system CNC yn symud y cyfesurynnau gan sawl symudiad lleiaf yn ôl anghenion y rhaglen rhannol (h.y. yn rheoli'r trajektoria symudiad yr offer), felly cyrraedd symudiad cymharol rhwng yr offer a'r darn gwaith a chyflawn y peiriant.
Mae symudiad cymharol yr offer ar hyd pob echelin cyfesuryn yn cael ei mesur mewn unedau o gyfwerth pwls (mm/pwls). Pan yw'r llwybr torri yn llinell syth neu bwlch, mae'r ddyfais CNC yn gwneud "dwysteiniad pwynt data" rhwng gwerthoedd cyfesuryn dechrau a gorffen segment llinell neu bwlch, yn cyfrifo cyfres o werthoedd cyfesuryn pwynt cymedrol, ac yna mae'r allbwn yn pwls i bob cyfesuryn yn ôl gwerthoedd cyfesuryn pwynt cymedrol i sicrhau bod
Mae trwsio pwyntiau data a gwneud gan ddyfais CNC yn cael ei alw yn rhynggylchdroi, ac fel arfer mae gan ddyfais CNC ffwythiant rhynggylchdroi ffwythiannau sylfaenol (fel ffwythiannau llinellau a cylchdroi). Yn wir, mae machining unrhyw rhan curf L ar offer peiriant CNC yn cael ei gyfartal gan y ffwythiannau mathemategol sylfaenol y gall y ddyfais CNC ymdrin â, megis llinellau, arciau, a.y.b. Yn naturiol, mae'n rhaid i'r gwall amgylchdroi fod yn cyfuno â angenrheidioedd y lluniad rhan.
Cymharu â offer peiriant traddodiadol, mae gan offer peiriant CNC y blaenoriau canlynol:
Cywirdeb prosesu uchel a ansawdd sefydlog. Ar gyfer pob allbwn pwls gan y cysawd CNC, enwir dosbarthu rhannau symud yr offer peiriant yn gyfwerth pwls. Mae cyfwerth pwls offer peiriant CNC yn gyffredinol yn 0.001mm, a gall offer peiriant CNC o brysur uchel gyrraedd 0.0001mm, gyda chydraniad symudiad llawer uwch na offer peiriant arferol. Yn ogystal, mae gan offer peiriant CNC dyfeisiau darganfod lleoliad sy'n gallu darparu adfer i'r system CNC ar datrysiad gwirioneddol rhannau symud neu ongl y sgrut a'r motor servo, a chyfrifo arno. Felly, gall gyrchu cywirdeb peiriannu uwch na'r offer peiriant ei hun. Mae ansawdd rhannau a phroseswyd gan offer peiriant CNC yn cael eu gwarantu gan yr offer peiriant ac nid yw'n cael ei effeithio gan gwallau gweithredu, felly mae cyson maint yr un batch o rhannau yn dda ac mae ansawdd yn sefydlog. Gall brosesu rhannau cymhlyg sy'n anodd neu'n amhosibl eu brosesu gyda offer peiriant arferol. Er enghraifft, gall offer peiriant CNC sy'n defnyddio cysylltiad dwy echelin neu fwy na chysylltiad dwy echelin broses cylchdroi rhannau corff curved, rhannau cam, a rhannau gwahanol gofod curved cymhlyg gyda generatrix curved. Effaith cynhyrchu uchel. Mae'r amrediad cyflymder a'r trosi o offer peiriant CNC yn fwy na'r rhai o offer peiriant arferol, ac mae'r tryloywder sefydlog da yn caniatáu i offer peiriant CNC ddefnyddio maintau gorchu mawr, gan arbed amser ymdrin yn effeithiol. Ar gyfer prosesu rhannau cymhlyg penodol, os defnyddir canolfan peiriannu CNC gyda dyfais newid offer ymysgogol, gall gyrraedd brosesu cynnwys prosesau aml o dan un clamping, lleihau amser trosglwyddo cynhyrchu hanner gorffen, a gwella'r cynhyrchu yn fwy sylweddol. Addasu cryf i ail- ddiffinio cynhyrchu. Ar ôl cynllun newidiedig y rhannau peiriannu, dim ond angen newid rhaglen peiriannu'r rhannau a addasu'r paramedrau offer ar yr offer peirian CNC i gyrraedd peiriannu'r rhannau newidiedig, gan leihau'r cylch paratoi cynhyrchu. Felly, gall offer peiriant CNC drosglwyddo'n gyflym o brosesu un math o ran i brosesu cynllun newidiedig arall o ran, sy'n darparu cyffordrwydd mawr ar gyfer brosesu cynhyrchu treisio newydd sengl a bach a diweddariadau aml o strwythur cynhyrchu. Mae'n ddefnyddiol ar gyfer datblygu tecnoleg gynhyrchu tuag at awtomati cyfan. Erfyn peiriant CNC yw'r dyfais sylfaenol ar gyfer prosesu automataidd mecanig. Cysawdau awtomataidd mewnadeiladedig fel FMC (Canolfan peiriant Flexible), FMS (Cysawd Gwneuthu Flexible), CIMS (Cysawd Gwneuthu Mewnadeiladedig Cyfrifiadur), a.y.b., a adeiladedig ar offer peiriant CNC, yn galluogi mewnadeiladu, wybodaeth a awtomataidd y @ info Name Nid yw'r system CNC yn rheoli symudiad yr offer peiriant yn unig, ond yn darparu hefyd monitro cynnwys ar yr offer peiriant. Er enghraifft, gall rhybudd cynnar a diagnosi gwall gael eu gwneud ar gyfer rhai ffactorau sy'n achosi gwallau, gwella'n llawer effeithioldeb cynhaliaeth. Lleihau trwm gwaith gweithwyr a gwella amodau gwaith. O'r diwedd, beth yw "offer peiriant CNC uchel"?
Disgrifiad offer peiriant CNC "uchel" neu "uchel": offer peiriant CNC gyda ffwythiannau fel cyflymder uchel, precisiwn, inteligence, cyfansoddiad, cysylltiad aml-echelin, cysylltiad rhwydwaith, a.y.b. Mae ei datblygu yn symbol ïo bod industri cynhyrchu offer peiriannau cyfredol y wlad yn cymryd stad uwch yn datblygu industri offer peiriannau y byd. [10]

Canolfan Peiriant Echelin DMG Five
Gellir rhannu offer peiriant CNC mewn tri lefel yn seiliedig ar eu lefel gweithredol: isel, cymedrol, a uchel. Defnyddir y dull dosbarthu hwn yn eang yn Tseina. Mae'r ffiniau rhwng ochr isel, canol a uchel yn gymharol, ac mae'r safonol dosbarthu yn amrywiol mewn cyfnodau gwahanol. Wedi'i seilio ar lefel datblygu cyfredol, gall ei wahaniaethu yn gyffredinol o'r agweddau canlynol (wrth gwrs, ni all y dosbarthu hwn gynnwys pob
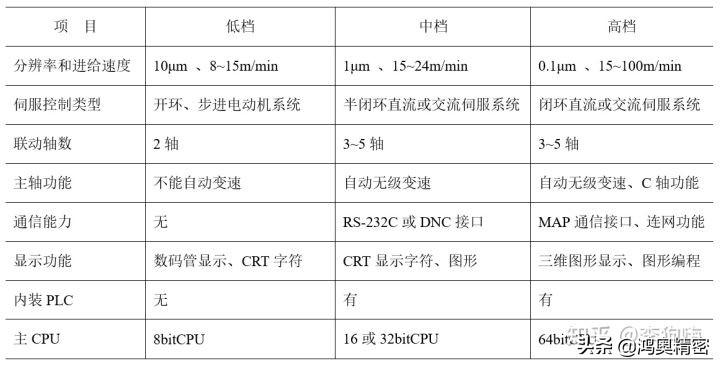
Cymharu Offer Peiriant CNC Uchel, Canolig a Isel
Gyda datblygu technoleg cynhyrchu uwch, mae angen offer peiriant CNC cyffredinol i ddatblygu tuag at gyflymder uchel, precisiwn uchel, hysbysiadaeth uchel, wybodaeth a ffwythiannau mwy cyflawn.






