English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

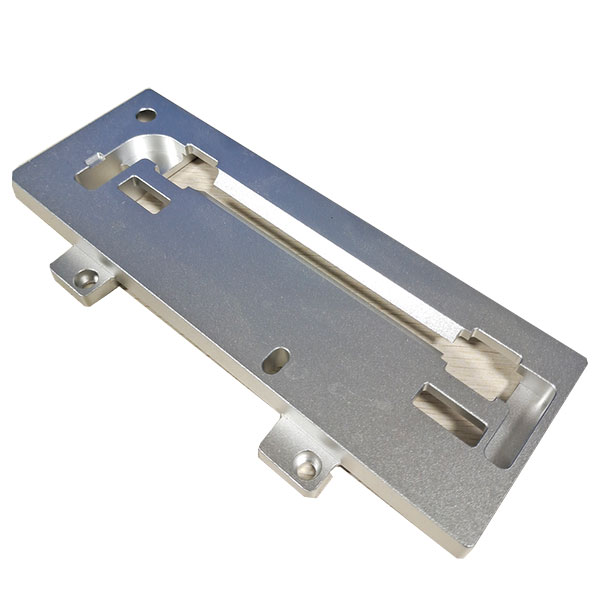
Mae lleihau'r perygl o damwain yn ystod cynhyrchu CNC lleoliadau alumniwm yn allweddol i sicrhau ansawdd y cynhyrchu a'r effeithioldeb cynhyrchu. Dyma rhai mesurau a awgrymiadau penodol: 1 Dewis rhesymol o paramedrau torri a'r cyflymder torri: Ar gyfer peidio CNC o lleoliadau alumniwm, dylid dewis y cyflymder torri addas ar sail priodweddau maternel a anghenion brosesu'r lleoliad alumniwm. Gall gyflymder torri gormod arwain i gwisgo offer a chynhyrchu o brithgynhyrchu torri, tra gall gyflymder torri gorau gormod isel achosi effeithioldeb peiriannu isel. Cyfradd pŵer: Dewiswch gyfradd pŵer rhesymol wedi' i seilio ar gyflymder y darn gwaith a' r angenrheidion brosesu. Gall gyfradd trosglwyddo gorau arwain at rym torri gorau, sy'n achosi deformation darn gwaith a lleihau ansawdd peiriannu; Gall gyfradd ffwrdd isel arwain at effeithioldeb brosesu isel. @ 0002. org Defnyddio mathau offer a deunyddion addas: Dewiswch offer addas ar gyfer peiriannu lleoliadau alumniwm CNC, megis dur cyflymder uchel neu offer lleoliad galed. Mae gan yr offer torri hwn galed uchel a gwisgo gwrthdroedyn, sy'n gallu lleihau'r perygl o damwain yn ystod y broses peiriannu yn effeithiol. Paramedrau geometrig offer torri: Gwiriwch fod paramedrau geometrig yr offer (megis ongl ymyl, radiws ymyl, a.y.b.) yn addas ar gyfer anghenion peiriannu, er mwyn lleihau'r grym chwyddo a torri, a lleihau'r perygl o damwain. 3. Oedi offer cywir a llyfru'r llyfryn torri: Yn ystod teithio CNC lleoliad aluminium, dylid defnyddio nifer addas o llyfryn torri ar gyfer oeri a llyfryn. Gall torri'r llyfryn isel y tymeraeth torri, lleihau'r grym torri a deformatio darn gwaith, tra'n lleihau gwisgo offer a damwain hefyd. Rheolaeth oer: Rheoli'n rhesymol cyfradd llif a themper y llyfryn torri er mwyn sicrhau dosraniad unigryw a dodiad barhaol o'r llyfryn torri. Efallai y cyfradd llifo gormod yn arwain i drafferth mater, tra gall cyfradd llifo ddigon achosi effaith wyfro gwael. 4. Gwirio sefyllfa dewisiad clymu a chywiro cysylltiadau: Defnyddiwch cysylltiadau addas a ffyrchion cysylltiadau i sicrhau sefyllfa a tryloywder y darn gwaith yn ystod peiriannu lleoliad aluminium CNC. Mae hyn yn helpu i atal datrys neu drin y darn gwaith yn ystod y broses peiriannu, gan leihau'r perygl o damwain. Dull clymu: Dewiswch y dull clymu addas yn seiliedig ar siâp y darn gwaith a'r angenrheidion brosesu. Sicrhewch hyd yn oed dosraniad y grym clamping er mwyn osgoi stres lleol dros dro sy'n gallu achosi deformation neu damwain i'r darn gwaith. 5. Monitro amser gwir am y broses peiriannu: Yn ystod y broses peiriannu CNC ar gyfer lleoliad aluminium, monitro yn agos y newidiadau mewn paramedrau peiriannu a cyflwr gweithio'r offer peiriannu. Canfod ac ymdrin sefyllfa anarferol yn amser, megis grym torri dros dro, ymdrin cyfyngedig, a.y.b., er mwyn osgoi damwain. Gwirio dros dro: gwneud gwirio ansawdd prosesu yn rheolaidd, gan gynnwys mesur maint darn gwaith, gwirio ansawdd wyneb, a phrofi perfformiad mater. Mae hyn yn helpu i adnabod sainau ansawdd posibl yn gyflym a chymryd mesurau er mwyn gwella. 6. Gweithredu cynllun a phroses optimio cynllun strukturol: Yn y ffas cynllun cynhyrchu cynhyrchu, osgoi strwythur anrhesymol megis corneli miniog a gwahaniaethau sylweddol trwchu wal i leihau cynhyrchu stres a risgau deformation yn ystod prosesu lleoliad aluminium CNC. Optimize the process flow: Based on the CNC processing requirements and material characteristics of aluminum alloy, optimize the process flow and processing sequence. Trefnu'n rhesymol y cysylltiad rhwng camau prosesu a'r broses i leihau'r risg o damwain yn ystod y broses.