

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

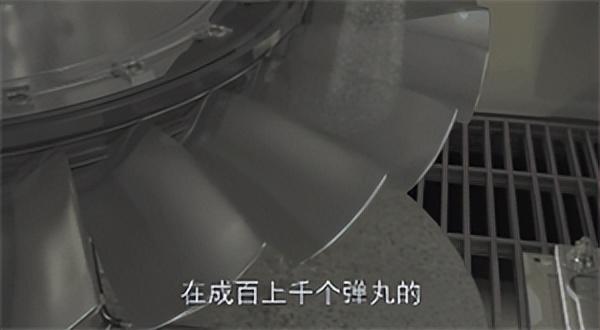
Ydych chi'n syndod gan broses ffurfio'r pwt haearn Zhangqiu yn "Tongue 3", lle cannoedd neu hyd yn oed miloedd o chwythiadau yn gwneud y darnau haearn coch yn tenau a cryf. Ydych chi'n gwybod bod y paneli aer sy'n cynnwys dau aden ar yr awyr mawr rydym yn rhedeg arno yn aml yn cael eu cynhyrchu hefyd gan ddefnyddio dechrau brosesu tebyg.
Wrth gwrs, mae'r broses hwn o ben uchel, a'i hysbys fel "technoleg peening saethu," yn llawer mwy cymhwys na'r technolegau cynhyrchu potiau haearn Zhangqiu. Mae'r nodwedd cyffredin o'r ddau yw gwella'r gwrthwynebwch blino a chynyddu cryfder drwy effeithio cyflymder uchel. Mae'r gwahaniaeth yw bod y hamer wedi dod i brosesyll bach gyda diamedr o dim mwy na un centimeter, ac mae'r metall haearn wedi dod yn mater amh lleoliad mwy wych. Mae'r cynnyrch gorffen yn panel wal aer mawr gyda angenrheidioedd cryfder a threfnder iawn uchel, a siâp cymhlyg iawn.
Yn olaf, maent yn cael eu cyfuno gyda'r sgelet i ffurfio aden gyflawn, yn cynnal yr awyr i hedfan ar uchder o degion o miloedd o metrau. Nid yw hyn yn rhyfeddol?
Felly pam ydym yn defnyddio technoleg chwyddo saethu i broses paneli aer? Yn gyntaf, rhaid i ni ddeall y cydran arbennig o paneli aelodau aelodau.
Mae adenydd awyrraeth yn strwythur tyn-wal arferol, sy'n gyfansoddi'n bennaf o craed a sgelet. Os byddwn yn cymharu awyren â adar, mae'r croen yn debyg i ffyrdd, yn amlapio o amgylch ochr yr awyren, yn ffurfio wyneb allanol wedi'i strwmlinellu. Rhaid iddo gael ffurf llyfn i leihau'r gwrthdroedyn; Rhaid iddo fod yn ysgafn a tyn iawn, cyrraedd degion neu hyd yn oed ychydig o milimetrau, er mwyn cyrraedd pwysau effeithiol a codi'r awyr uwch; Mae'n rhaid iddo hefyd fod yn addas iawn i ddechrau'r amrywiol manewrs a twists a wnaed gan y awyren ar uchder uchel.
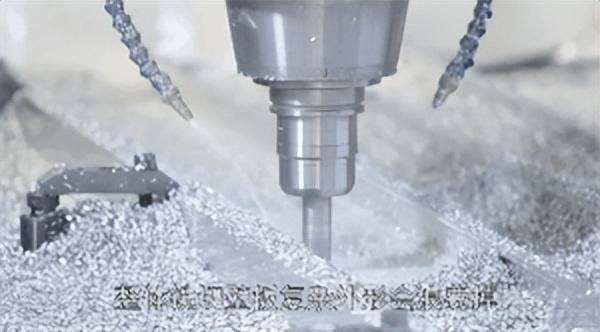
Defnyddio'r peiriant traddodiadol o paneli wal aer yn arfer milio integral CNC a dulliau llifo mecanigol addas. Bydd milio'r siâp cymhlyg o'r panel wal cyffredinol yn gwastraff nifer mawr o mater, a gall bendio mecanig effeithio ar gyfer perfformiad y panel wal yn hawdd, gan wneud rheoli ansawdd yn anodd. Ar hyn o bryd, mae'r cwmni sy'n cynhyrchu gwneud aelodau cyfreithiol a thraenol yn defnyddio technoleg pwyntio saethau ar gyfer prosesu panel wal adeiladu.
Mae un yn costas isel, dim angen ffurfiau, cadw materiaethau amh, a chymryd llai o le.
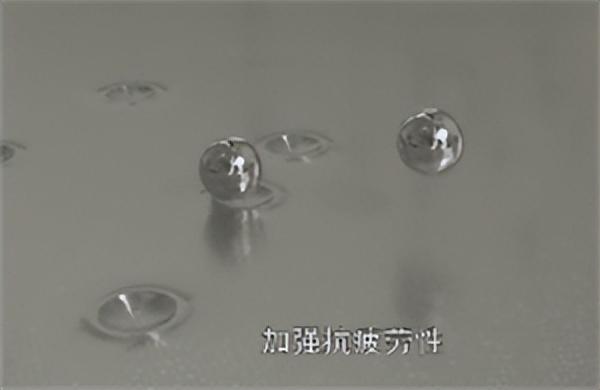
Mae'r ail ansawdd uchel, sy'n "taro" ymylon y rhannau yn barhaol i ddod yn dwystach, fel ychwanegu ffilm amddiffyn i'r rhannau.
Mae gan y trydydd amrediad eang o raglenni. Beth bynnag sut cymhlyg yw'r siâp, o dan raglenni cyfrifiadurol, gall brosesyllau bach lleoli a strwygo'n gywir, datrys problemau fel rhan brosesu metel yn effeithiol deformation a rhan chwyddo.
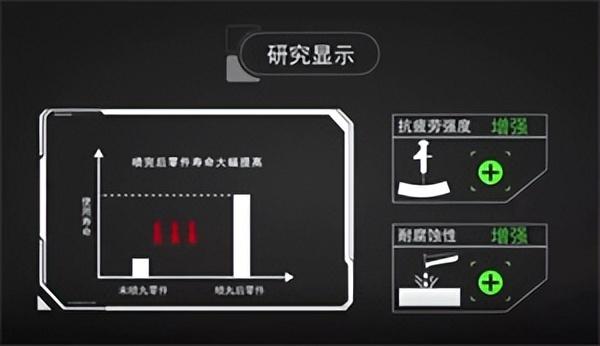
Gellir cynyddu bywyd amynedd rhannau a phroseswyd gan saethu peening gan dosenau o weithiau yn gymharol â'r gwreiddiol, ac mae cryfder amynedd a gwrthwynebiad corosion yn cael ei wella yn fawr.
Mae'r cymedr ar gyfer pwyntio saethu yn gyffredinol yn cael ei gyfeirio fel mater saethu, ac mae llawer o fathau, gan gynnwys torri saethu dur wifr, saethu dur carburied, saethu dur galed, saethu cerâmig, ac yn y blaen. Yn y maes cynhyrchu awyreiniaid, defnyddia pwyntio saethu yn gyffredinol saethu dur carburied a saethu dur castio caled, tra'n cael technoleg sefydlu saethu pwyntio yn defnyddio saethu dur castio caled a saethu cerâmig yn bennaf.
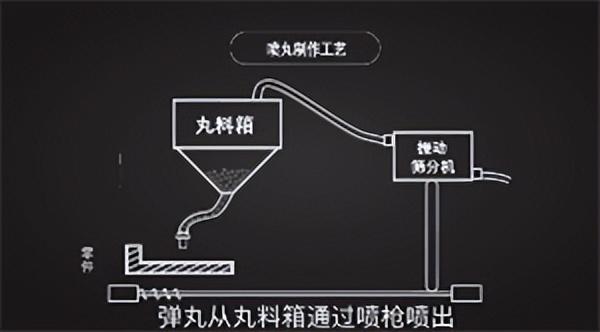
Mae'r broses o peening saethu yn ddiddordeb iawn. Mewn dyfais brosesu arbennig, echdynir bêliau o'r blwch mater saethu drwy gŵn chwyddo, yn taro wyneb y rhannau ar gyflymder uchel. Yna, drwy system ail-ddefnyddio, sgrinir bêliau anaddasedig gan ddyfais sgrinu a dychwelyd i'r blwch mater saethu ar gyfer ail-ddefnyddio.
Er mwyn rhoi aelodau gynhyrchu mewn gwlad yn gryfach ac yn ysgafnach, mae personol dechnoleg awyr Tsieinëeg yn dal i weithio'n galed. Mae technoleg mwy uwchraddiedig megis pwyntio saethau cynhyrchu, pwyntio saethau ultrasonig, pwyntio saethau dŵr ar bŵer uchel, a pwyntio saethau saethau laser yn rhaid i chwara







