English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

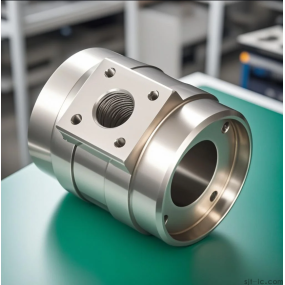
1,Høj efterspørgsel roterende dele 1 Dele med høje præcisionskrav på grund af CNC drejebænkenes gode stivhed har høj produktions- og værktøjsindstillingsnøjagtighed og kan nemt og præcist bearbejdes

Arbejdskompensation eller endda automatisk kompensation, så det kan behandle dele med høje krav til dimensionel nøjagtighed. Generelt bør det ikke være svært at dreje dele med syv niveauer af dimensionel nøjagtighed. I nogle situationer kan biler erstatte slibning. Derudover kan værktøjsbevægelsens høj præcision interpoleringsoperation og servodrev under CNC-drejning kombineret med værktøjsmaskinens gode stivhed og høje produktionsnøjagtighed bearbejde dele med høje krav til generatorens lighed, rundhed og cylindricitet. Formen på buer og andre kurvekontroller er meget tættere på målets geometriske form på tegningen end på en kopidrejebænk. Dele med buede generatrix former inspiceres ofte ved hjælp af CNC trådskæring og let polerede skabeloner. Formnøjagtigheden af dele produceret ved CNC drejning vil ikke være ringere end formnøjagtigheden af selve prototypen. CNC-drejning er særligt effektiv til at forbedre positionsnøjagtigheden. Mange dele, der kræver høj positionsnøjagtighed, kan ikke drejes med traditionelle drejebænke og kan kun kompenseres ved efterfølgende slibning eller andre metoder. Nøjagtigheden af placeringen af drejedele afhænger hovedsageligt af antallet af gange delene er klemt og produktionsnøjagtigheden af værktøjsmaskinen. Hvis der findes høj positionsnøjagtighed under bearbejdning på en CNC drejebænk, kan det korrigeres ved at ændre dataene i programmet, hvilket kan forbedre dens positionsnøjagtighed. Det er dog ikke muligt at udføre denne korrektion på traditionelle drejebænke. 2.En roterende CNC drejebænk med god overflade ruhed kan behandle dele med lav overflade ruhed, ikke kun på grund af værktøjsmaskinens stivhed og høje produktionsnøjagtighed, men også på grund af dens konstante lineære hastighed skærefunktion. Når materialet, præcisionsbearbejdningstilladelsen og skæreværktøjet er bestemt, afhænger overfladens ruhed af mængden af tilførsel og skærehastighed. Ved drejning af endefladen på en traditionel drejebænk, på grund af den konstante hastighed under skæreprocessen, teoretisk kun en bestemt diameter har den mindste ruhed. Faktisk kan det også bemærkes, at ruheden inde i slutsiden er inkonsekvent. Ved hjælp af CNC-drejebænkens skærefunktion med konstant lineær hastighed kan den optimale lineære hastighed vælges for at skære endefladen, hvilket resulterer i en lille og ensartet ruhed. CNC drejebænke er også velegnede til drejning af dele med forskellige krav til overfladens ruhed. Områder med lav ruhed kan opnås ved at reducere mængden af skæring, hvilket ikke er muligt på traditionelle drejebænke. 3. Ultra præcision og ultra-lav overflade ruhed dele såsom magnetiske diske, optagemaskinehoveder, multi-sidede reflektorer til laserprintere, optisk udstyr såsom roterende tromler til kopimaskiner, linser og forme til kameraer, samt kontaktlinser, kræver ultra-høj konturnøjagtighed og ultra-lav overflade ruhed. Konturnøjagtigheden ved ultrapræcisionsbearbejdning kan nå 0,1 μm, og overfladens ruhed kan nå 0,02 μm. Minimumsindstillingsenheden for CNC-systemet, der anvendes til ultrapræcisionsbearbejdning, skal nå 0,01 μm. Materialet af ultra præcision drejedele plejede at være hovedsageligt metal, men nu er det udvidet til plast og keramik. 2,På grund af de lineære og cirkulære interpolation funktioner af CNC drejebænke, nogle CNC enheder har også nogle ikke cirkulære kurve interpolation funktioner.Derfor er det muligt at vende komplekse formede roterende dele sammensat af vilkårlige lige linjer og plane kurver, samt dele med vanskelige at kontrollere dimensioner, såsom shell dele med lukkede indre formning overflader. Formoverfladen af den lukkede indre hulrum af skalkomponenten vist i figur 5-1 har en lille mund og en stor mave, som ikke kan bearbejdes på en almindelig drejebænk, men let bearbejdes på en CNC drejebænk. De kurver, der udgør konturen af delene, kan beskrives ved matematiske ligninger eller listede kurver. Til konturer bestående af lige linjer eller buer anvendes værktøjsmaskinens lige linje- eller bueinterpoleringsfunktion direkte. For konturer, der består af ikke-cirkulære kurver, kan ikke-cirkulære kurveinterpoleringsfunktion anvendes; Hvis det valgte værktøjsmaskine ikke har kurveinterpoleringsfunktion, skal det først nærmes med en lige linje eller bue og derefter interpoleres og skæres med den lige linje eller bueinterpoleringsfunktion. Hvis både traditionelle drejebænke og CNC drejebænke kan bruges til drejning af cirkulære og koniske dele, kan CNC drejebænke kun bruges til drejning af komplekse formede roterende dele.