

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hvor meget ved du om industriel designteknologi?Metal stempling og kold stempling teknologi bruges generelt til at forarbejde metalplader til lavvandede konkave former eller buede profiler. Det har karakteristika ved hurtig bearbejdningshastighed og høj nøjagtighed. Det kan bruges til at producere en række daglige produkter, fra bilkarrosserier til metalpaller.
Høje behandlingsomkostninger, høje skimmelomkostninger og lav til medium enhedsomkostninger
Typiske anvendelser: Automotive, Forbrugerprodukter, Møbler
Anvendelsesområde · Storproduktion
Forarbejdningskvalitet · Høj kvalitet, præcis bøjning
Relaterede processer: Dybtrækning, Metal spinding, Bøjning dannelse
Behandlingscyklus · Kort cyklus (1 sekund til 1 minut)

Process Introduktion: Metal stempling er en metalbearbejdningsmetode, der er baseret på plastisk deformation af metal.Den bruger forme og stempling udstyr til at påføre tryk på pladen, forårsager plastisk deformation eller separation af pladen og dermed opnå dele (stemplede dele) med bestemte former, størrelser og egenskaber. Stempelteknologi spiller en vigtig rolle i fremstillingsprocessen af bilkarrosserier.
Metalstempling kan bruges til at behandle overfladiske konkave metalformer, og forarbejdningskravene til forme er relativt høje, og denne proces er kun egnet til storstilet produktion. Denne proces har høj præcision i bearbejdningen, og der er ingen væsentlig ændring i materialetykkelsen. Når forholdet mellem dybde og diameter falder, ligner bearbejdningsprocessen meget dybtrækning, og ingen af disse bearbejdningsprocesser reducerer tykkelsen af materialet væsentligt.
Masseproduktion af dele kræver omfattende anvendelse af flere formnings- og skæreprocesser baseret på progressive værktøjer. En række forme er afgørende for hurtig behandling. I processen med bearbejdning af dele er der nogle gange behov for en anden operation på tidligere dannede dele. Nogle dele kan kræve 5 eller flere operationer, hvilket afspejler antallet af involverede processer. Denne proces kan forarbejde metalplader til cylindriske, koniske og halvkugleformede former. Den hyppige kombination af stempling og presning i processen giver en bred vifte af valgmuligheder for hele designet, f.eks. ved bearbejdning af flangekanter, asymmetriske nav og former med perforeringer, de karakteristiske træk ved denne proces er tydelige.
Teknisk beskrivelse 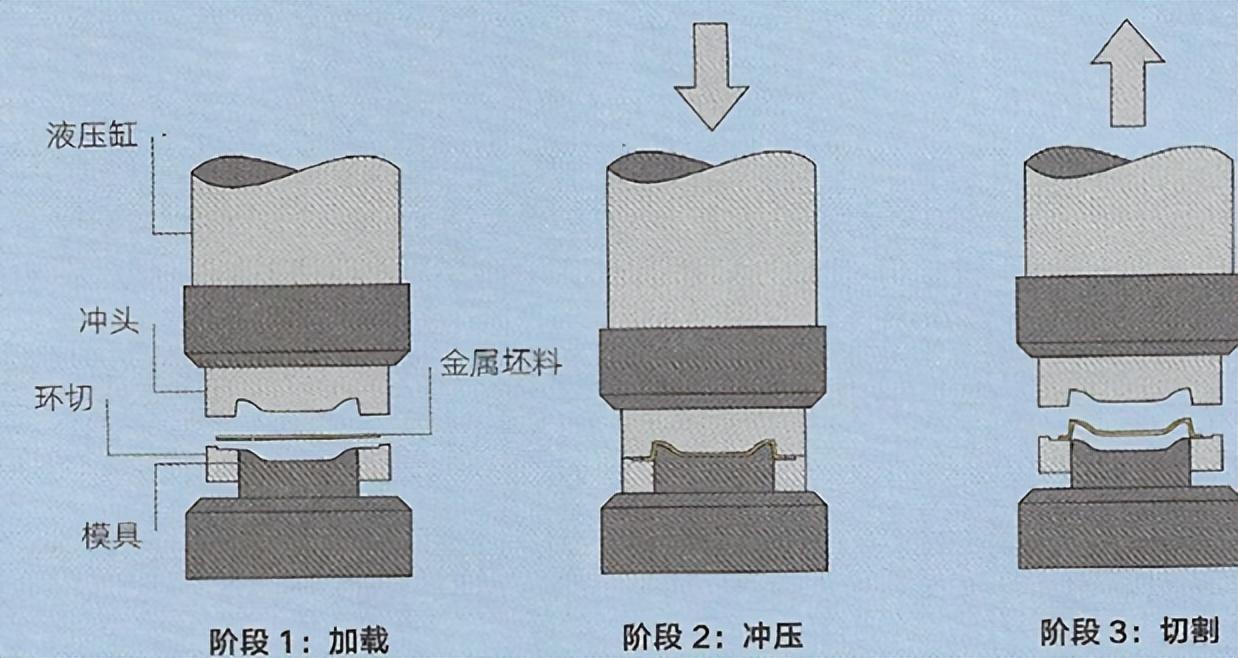
Den specifikke proces med metalstempning på en stansepresse er at overføre kraft til stansen gennem en hydraulisk cylinder eller mekanisk anordning (f.eks. en kampresse). Generelt vælges hydrauliske cylindre, fordi deres tryk er jævnt fordelt gennem hele stemplecyklussen, og dem, der anvender mekaniske anordninger, har også en plads i metalforarbejdningsindustrien.
Stanser og forme er specialiserede og udfører generelt kun en enkelt operation af formning eller stansning. Under drift lægges metalbilletter normalt på arbejdsbænken. Derefter klemme stansen og fuldføre formningsprocessen af delen i ét slag.
Når støbningen er afsluttet, bevæger stripperen sig op og skubber delen ud, hvor delen fjernes. Nogle gange er deldannelse en kontinuerlig proces, og efter forarbejdning går det også gennem en stempling proces. Dette er almindeligt kendt som den kontinuerlige støbning proces.
Under disse forarbejdningsforhold overføres de forarbejdede metaldele til næste fase af forarbejdningen. Denne proces kan gøres manuelt eller gennem overførsel spor. De fleste systemer er automatiserede og opretholder høje behandlingshastigheder. Det næste trin kan involvere trykbehandling, stempling, curling eller anden sekundær behandling.
Den typiske anvendelse af stempling behandling er meget omfattende. Langt de fleste af de store metalforarbejdningsteknikker i bilindustrien er stempling eller ekstrudering, herunder krop, dørforing og kanter.
Denne proces bruges til behandling af metal kamerahus, mobiltelefoner, TV kabiner, husholdningsapparater og MP3-afspillere. Køkken- og kontorudstyr, værktøj og knive bruger også denne proces. Delenes ydre form og indre struktur kan behandles ved hjælp af denne proces.
Små batchproduktion af dele ved hjælp af relaterede processer opnås gennem pladebehandling, metalspinding eller bøjning. Disse processer kan producere former, der ligner metal stempling, men kræver høje arbejdskraftfærdigheder.
Selvom stempling og dyb tegning processer er ens, er der stadig betydelige forskelle. Når dybden af delen er større end 1/2 af diameteren, skal delen være langstrakt og vægtykkelsen reduceres. Dette kræver gradvis og langsom drift for at undgå overdreven strækning og revning af materialet.
Superplastic støbning kan producere større og dybere dele ved hjælp af enkle operationer. Men denne behandling er begrænset til aluminium, magnesium og titanium, fordi det kræver, at materialet har superplasticitet.
Metalprofilen dannet ved bearbejdning kvalitet kombinerer duktilitet og styrke af metalmaterialet af delene, hvilket forbedrer stivhed og lysstyrke.
Hvis kravene til overfladeeffekt ikke er særlig strenge, skal delene kun afgrates lidt efter deformation. Sandblæsning bruges til at reducere overfladens ruhed. Dele kan også behandles yderligere gennem pulverlakering, spraymaling eller galvanisering.
Design muligheder refererer til metoder til hurtigt og præcist fremstilling af lavvandede konkave former ved hjælp af plader. Denne teknik kan bruges til cirkler, firkanter og polygoner.
Tyndvæggede dele kan styrkes ved at tilføje ribber, hvilket også kan reducere vægt og bearbejdningsomkostninger. Valg af passende forme kan behandle profiler med kompositkurver og komplekse overflader. En lignende proces til at fuldføre denne opgave er pladebehandling, men det kræver arbejdstagere med høje tekniske færdigheder. Bløde forme kan anvendes til pladebehandling og metalstempling. Den ene side af denne form er lavet af stiv gummi, som kan påføre tilstrækkeligt tryk til at danne en metal blank på stansen.
Design overvejelser: Stempelbehandling udføres på en lodret akse. Derfor dannes den konkave vinkel i den anden stempling. Sekundær stempling omfatter trykformation, skæreforlængelse og krølning.
Den første stempling operation kan kun reducere diameteren af det defekte materiale med 30%. Kontinuerlig drift kan reducere diameteren med 20%. Det betyder, at bearbejdningen af nogle dele kræver et vist antal kontinuerlige stempling.
I dybtræningsteknologi begrænses processen ofte af maskinens bearbejdningskapacitet. Størrelsen på maskinsengen bestemmer størrelsen på billetten, og slaget bestemmer strækningslængden. Behandlingscyklussen bestemmes af delenes slagtilfælde og kompleksitet.
Tykkelsen af stemplet rustfrit stål spænder fra 0,4 til 2 mm, og det er muligt at bearbejde op til 6 mm tykke plader, men det påvirkes af formen.
Mange metalplader kan behandles gennem denne proces, såsom kulstofstål, rustfrit stål, aluminium, magnesium, skål, kobber, messing og zink.
Behandlingsomkostningerne er relativt høje på grund af behovet for højstyrke metalforme under forarbejdning. Semistive gummiforme har lavere omkostninger, men kræver stadig enkeltsidet metalværktøj og er kun egnede til småproduktion.
Behandlingscyklussen er meget kort, og 1 til 100 dele kan behandles inden for 1 minut. Udskiftning og opsætning af forme kræver en vis mængde tid.
Arbejdskraftomkostningerne er relativt lave på grund af den høje grad af automatisering. Polering vil øge arbejdskraftomkostningerne betydeligt.
Alle affaldsmaterialer kan genanvendes på grund af miljøpåvirkning. Metal stempling teknologi kan bruges til at producere holdbare genstande.










