

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

I dag vil jeg dele med dig de vigtigste faktorer, der skal overvejes, når du vælger et femakset bearbejdningscenter, ved hjælp af branchens førende Makino femakset bearbejdningscenter som et eksempel. Jeg vil give dig en detaljeret liste over dem, der ikke ved det
01
Strukturen bestemmer udstyrets ydeevne
Der er forskellige strukturer i fem akser bearbejdningscentre, og det strukturelle design af værktøjsmaskinen bestemmer udstyrets ydeevne, herunder stivhed, bearbejdningsnøjagtighed, stabilitet, betjeningsevne og så videre.
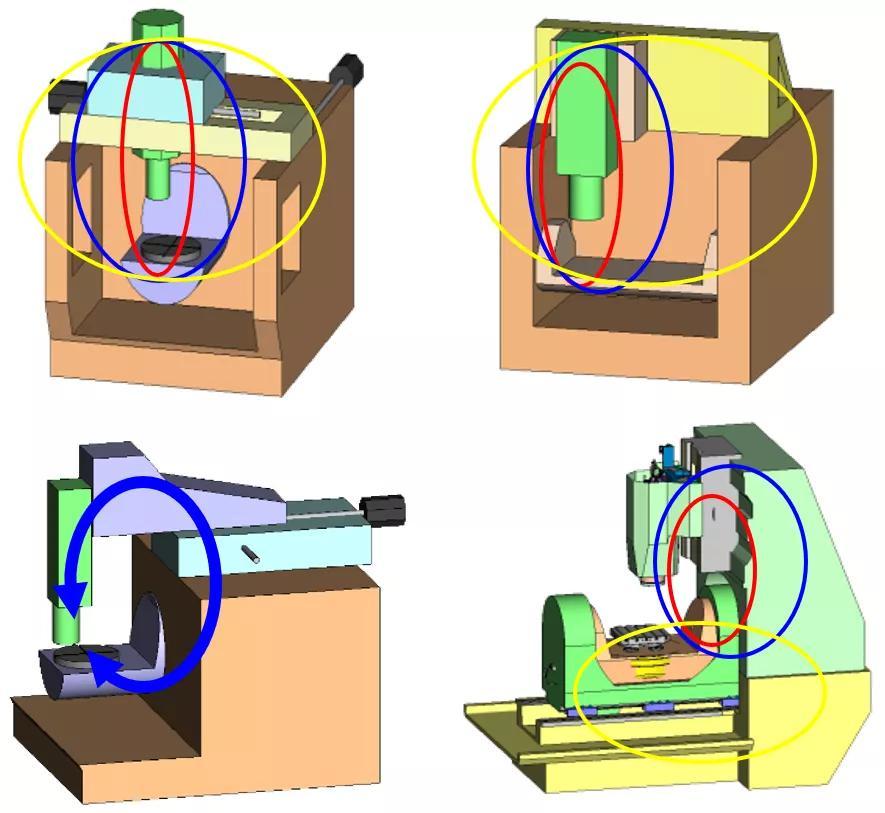
Følgende aspekter bør hovedsagelig overvejes:
1) Den lineære akse fletter ikke eller overlapper sig, når den bevæger sig
2) Udstyr med korte skærekredsløb har god stivhed
3) Er den vippende rotationsakse en DD motor
4) Er det 5-akset forbindelse
5) 5-akses nærhed
Makino's D200Z / D800Z / a500Z serie fem akset bearbejdningscenter vedtager en "Z" - formet høj stivhed arbejdsbord struktur, som vist i figuren nedenfor.Arbejdsbordet kræver ikke støtte i begge ender, med stor diameter skrå lejer og et emne tyngdepunkt B inden for A. Sammenlignet med traditionelle enkeltstøttestrukturer er bøjningsmængden d ekstremt lille, og kraftarmen L er kortere.
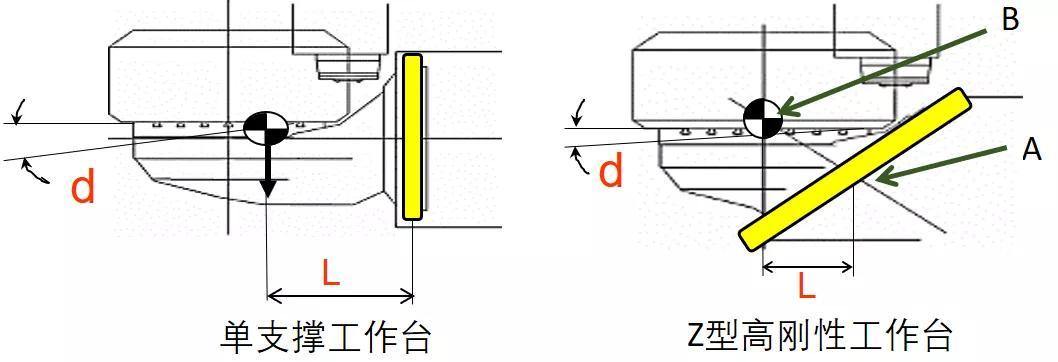
Denne skrå aksestruktur kan opnå høj præcision bearbejdning sammenlignelig med 3-aksede bearbejdningscentre. Selv ved belastning og rotation af tunge komponenter kan arbejdsbænkens afbøjning styres til et minimum, samtidig med at høj stivhedslejer og direkte drev motorer kan opnå høj præcision og jævn rotation med minimal vibration. Derudover har den fremragende geografisk nærhed.
02
Nøjagtighed af vipperotationsaksen
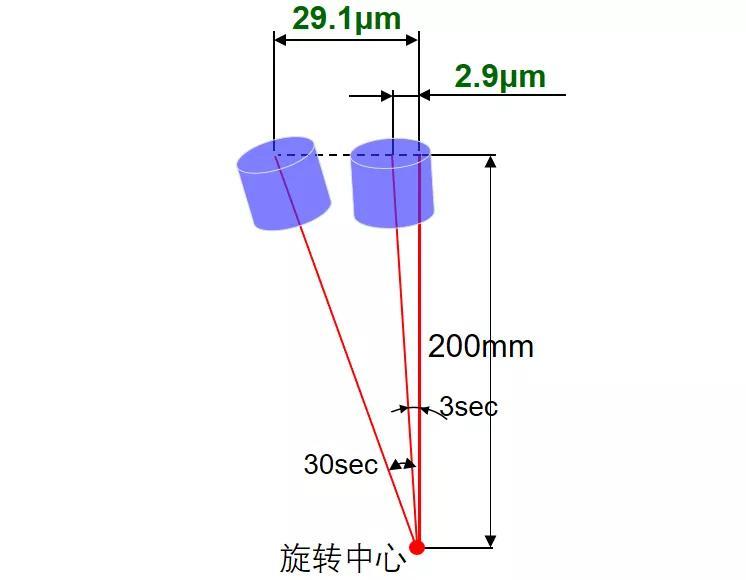
Værktøjsmaskinernes bearbejdningsnøjagtighed påvirkes direkte af nøjagtigheden af den roterende akse For at forstå den faktiske indvirkning af den vippede roterende akse nøjagtighed på bearbejdningsnøjagtigheden, skal du bruge Makino D800Z værktøjsmaskine.
1= 60′
1′= 60″
1=3600″
Minimumsopløsningen af B / C aksen på D800Z maskinværktøj er 0,0001 grader, hvilket er 0,36 inches, og positioneringsnøjagtigheden er 3 inches. Gennem følgende beregningsdiagram kan vi kende den resulterende nøjagtighedsfejl.
03
Forebyggelse af interferens ved kollision
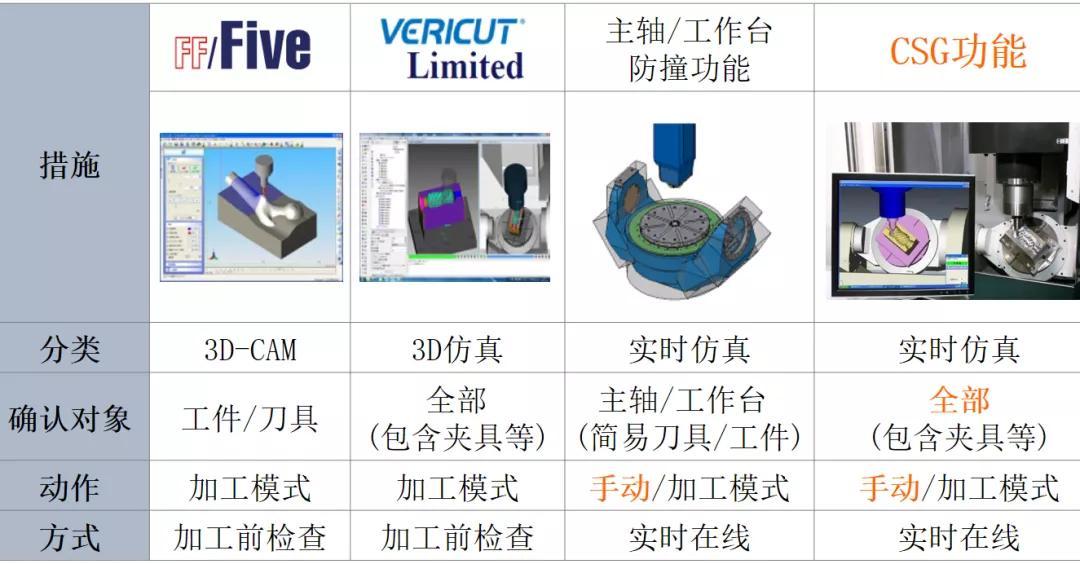
Ud over at bruge computerbaseret software til interferensinspektion er Makinos 5-aksede bearbejdningscenter udstyret med online realtidssimulering CSG-funktion, som kan forhindre interferens selv i manuel tilstand.
Online realtidssimuleringsfunktionen CSG kan kontrollere mulige værktøjsfejl eller værktøjslængdeindstillingsfejl før bearbejdning for at minimere nødstop under drift. Under drift, baseret på forudkalibrerede og justerede data samt koordinater, forskydningsværdier og andre positionsoplysninger læst fra CNC-styringsanordningen, forudsiges muligheden for interferens. Når værktøjsmaskinen stopper med at køre, kan statusskærmen vises i realtid, og de forventede interferensdele og aksebevægelsesretning kan bekræftes.
04
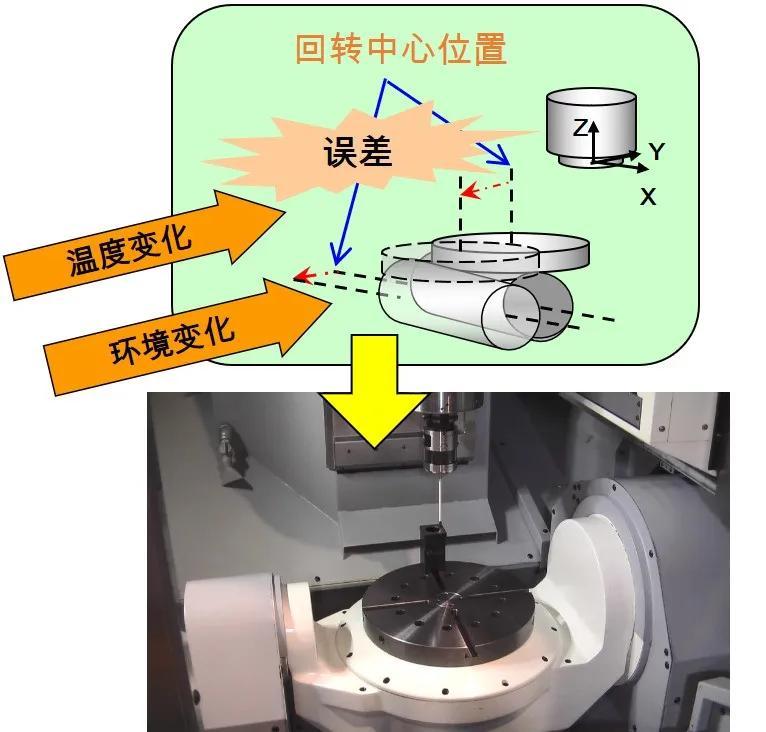
Korrektion af rotationscenter
Ændringen i rotationscenter forårsaget af miljø- og temperaturændringer kan påvirke præcisionen af femakset bearbejdning.Det bør være i stand til automatisk kalibrere gennem sonden, kontrollere bearbejdningsnøjagtigheden af 3-akset / indeksering / 5-akset bearbejdning og sikre, at værktøjsfejlen er mindre end eller lig med; 4 μm.
Kalibrer automatisk det 5-aksede rotationscenter ved hjælp af en sonde
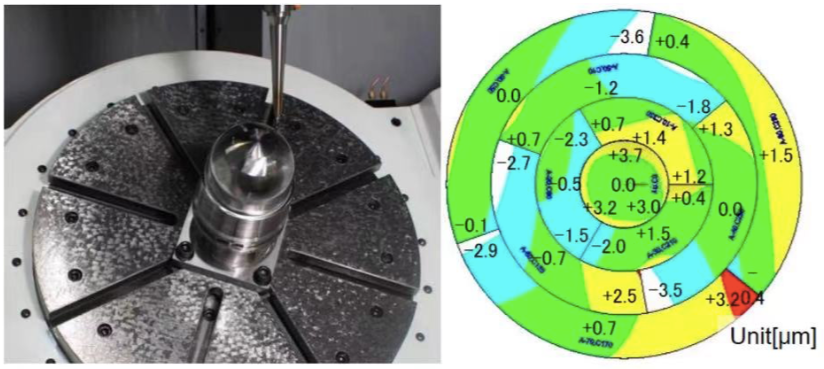
3-akse/indeksering/5-akse bearbejdning nøjagtighedskontrol bearbejdning
05
Forbindelsesnøjagtighed
Koblingsnøjagtigheden af et femakset bearbejdningscenter afspejler resultaterne af flere faktorer. Når du tager Makino D200Z som et eksempel, angive behandlingssager for at give reference til forbindelsesnøjagtighed.
Forarbejdningsudstyr: D200Z
CAM:FFCAM
Arbejdsemnets materiale: NAK80 (40HRC)
Arbejdsemnets størrelse: 140x140x35mm
Formhulrum: Klar vinkel R0.22mm, dybde 20mm
Behandlingstid: 1H35min/lomme
Skæreværktøj: 7 par og 6 typer
Forbindelsesnøjagtighed: Positionsnøjagtighed 2 μm, formnøjagtighed 3 μm
06
Processtøtte
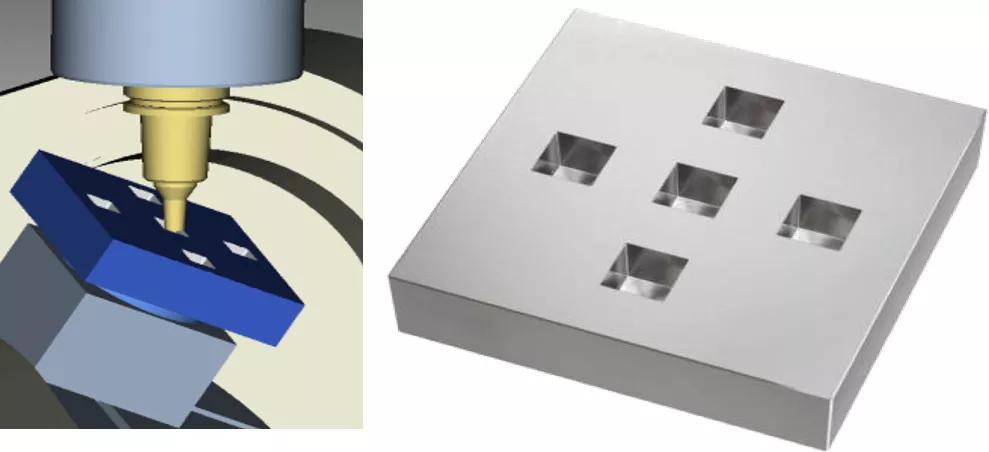
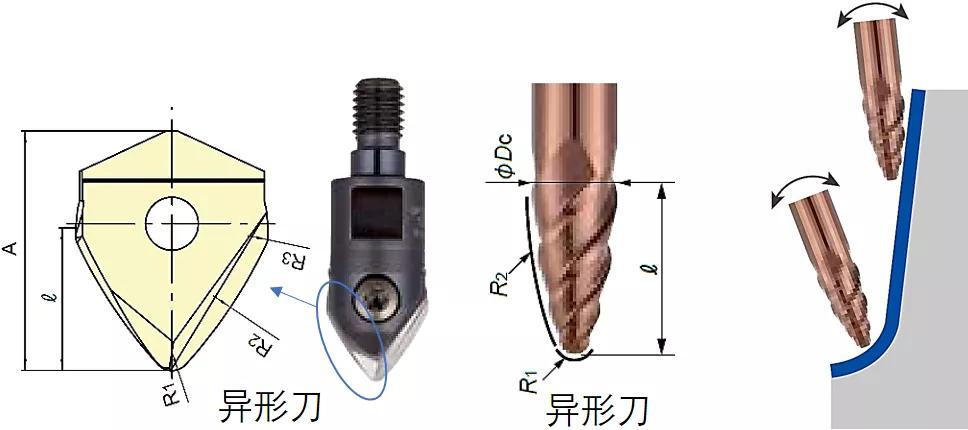
Bearbejdningsprocessen i et femakset bearbejdningscenter bestemmer, om udstyrets ydeevne kan maksimeres. Brug af uregelmæssigt skæreværktøj kan f.eks. forbedre bearbejdningseffektiviteten betydeligt.
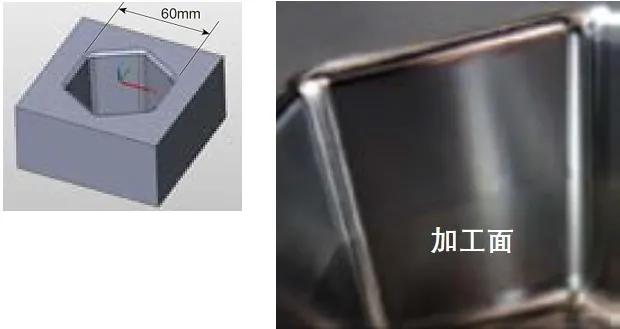
Processing case: Effektiviteten øges med 6 gange!
Materiale: YXR33 (58HRC)
Form og størrelse: som vist i figuren nedenfor, dybde 30mm, trækvinkel 2, frihøjdevinkel R3mm

Okay, det er alt for redaktøren at dele her! Nogle studerende siger, at selv efter at have læst en artikel, kan de stadig ikke forstå det, ligesom de ser tv.At lære UG programmering godt er faktisk meget simpelt, så længe du systematisk lærer af erfarne mennesker, kommunikerer mere med venner, kolleger og klassekammerater. Jo hårdere du arbejder. Den heldigere! Flyt alles lillefinger for at komme videre til din egen kreds af venner til gavn for flere partnere










