

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Kold bearbejdning af plader er processen med at skære, forme, forbinde og andre processer omkring råmaterialer som plader, profiler og rør.Den har sine egne forarbejdningsegenskaber og egenskaber, hvilket danner sit eget unikke bearbejdningsindhold, produktionsproces og driftsstandarder.
Det specifikke arbejdsindhold ved bearbejdning af plader er relateret til strukturen og kompleksiteten af pladekomponenter.Generelt omfatter dens arbejdsindhold og trin hovedsageligt følgende.
Kun ved at forstå deletegninger kan vi analysere og tydeliggøre delenes struktur yderligere, forstå komponenternes form, sammensætning, dimensioner og relevante tekniske krav og fortsætte med efterfølgende bearbejdning. Pladedeltegninger er ikke kun grundlaget for forarbejdning, men også grundlaget for produktinspektion, og er vigtige tekniske dokumenter i produktionen.
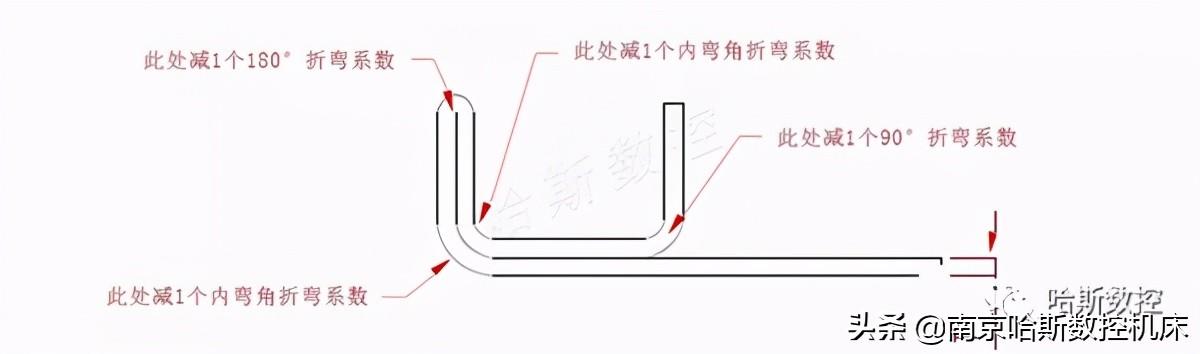
Efter analyse og valg af fremstillingsprocessen skal der udføres passende forarbejdning på den forarbejdede komponent (f.eks. tilføjelse af bearbejdningstilladelse, bestemmelse af bøjningsradius af det neutrale lag af den bøjede komponent osv.), og de nødvendige beregninger (for dele med alt for komplekse beregninger kan de også bestemmes gennem forsøg i produktionen) og udfoldning skal foretages for at opnå udfoldningsdiagrammet (som er udfoldningsdiagrammet), udfoldningsdata, mærkning eller inspektionsskabelon af alle eller dele af de dele, der er nøjagtigt tegnet med et forhold på 1:1, der kræves i produktfremstillingsprocessen. Udfoldning og layout er den første proces med pladebehandling, og i det væsentlige er det også et af arbejdsindholdet i formuleringen af processpecifikationer (procesdokumenter, der specificerer fremstillingsprocessen og driftsmetoderne for pladekomponenter).
Udarbejdelsen af processpecifikationer hører til produktionsteknologien forberedelse af pladekomponenter, som generelt afsluttes af ingeniør og teknisk personale. I forskellige brancher og virksomheder af forskellige skalaer kan udarbejdelsen af processpecifikationer dog variere lidt afhængigt af komponenternes kompleksitet, eller der kan være situationer, hvor kolde metalteknikere eller ledende kolde metalpladere er ansvarlige for at fuldføre dem. Normalt behøver almindelige kolde arbejdere kun at udføre opgaverne med at mærke (mærke) det udfoldede layoutdiagram af de forarbejdede komponenter, lave prøvestænger, skabeloner osv. baseret på relevante tekniske dokumenter såsom udfoldede layoutdiagrammer.
Panorama
3. Produktion og forarbejdning: Baseret på relevante pladebehandlingsteknologiske dokumenter anvendes forskellige pladebehandlingsudstyr og værktøjer, og forskellige forarbejdningsmetoder (herunder varmebehandling, overfladebehandling osv.) vedtages til fremstilling af produkter, der opfylder kravene til pladedeltegninger.
Normalt omfatter fremstillingsprocessen af pladebehandling hovedsageligt processer med materialeproduktion, layout, behandling, samling, tilslutning, korrektion og inspektion. Materialeforberedelse henviser hovedsageligt til fremstilling af råmaterialer og komponentemner, herunder kvalitetsberegning af stål og nivellering og retning. Når billettens størrelse er større end de krævede specifikationer for råmaterialet, er splejsning også nødvendig, og materialeforarbejdet omfatter mærkning, skæring og tilslutning. Layout består i at tegne et layoutdiagram baseret på produktets mekaniske tegning med henblik på at bestemme delenes eller produkternes faktiske form og størrelse for at lave en prøve og bruge prøven til at tegne forarbejdningslinjer, forskellige positionslinjer osv. (dvs. mærkning) på råmaterialerne (eller blanke emner). Skæring er processen med at adskille dele eller emner fra råmaterialer ved hjælp af metoder som klippning, stansning eller gasskæring baseret på linjeformen tegnet under mærkning. Ifølge de forskellige krav til delene skal nogle emner stadig gennemgå stempling og andre metoder gennem forme, før de kan behandles og dannes. Under formning kan det opdeles i bøjning formning og presning formning i henhold til forskellige egenskaber og yderligere opdeles i koldbearbejdsformning og varmpresning formning i henhold til forskellige temperaturer under formning.
Montering og tilslutning af stålkonstruktioner indebærer montering af forskellige stålstrukturelle komponenter i dele eller produkter, og forbindelse dem som helhed ved hjælp af svejsning, nitning, boltforbindelser og andre metoder. Hele montageprocessen af stålkonstruktioner skal gennemgå omhyggelige og strenge kvalitetsinspektioner for at undgå enhver påvirkning af produktets kvalitet forårsaget af ukvalificerede materialer, forkerte processpecifikationer eller dele eller komponenter, der ikke opfylder tolerancekrav, der kommer ind i samlingen.
Når deformation findes i dele, komponenter og produkter under inspektion, udføres der normalt visse korrigerende arbejde, hvilket også er et vigtigt kendetegn for stålstruktur fremstillingsteknologi.
For at forbedre komponentoverfladens korrosionsbeskyttende, slidstærke, dekorative og andre funktioner skal de komponenter, der har afsluttet produktion og forarbejdning, ofte underkastes efterfølgende overfladebehandling (hovedsagelig galvanisering, maling osv.). For at sikre kvaliteten af hvert forarbejdningstrin og det færdige produkt af komponenterne skal der også indføres strenge inspektionssystemer (herunder selv inspektion af forarbejdningsvirksomheden og specialiseret inspektion af dedikerede inspektører).
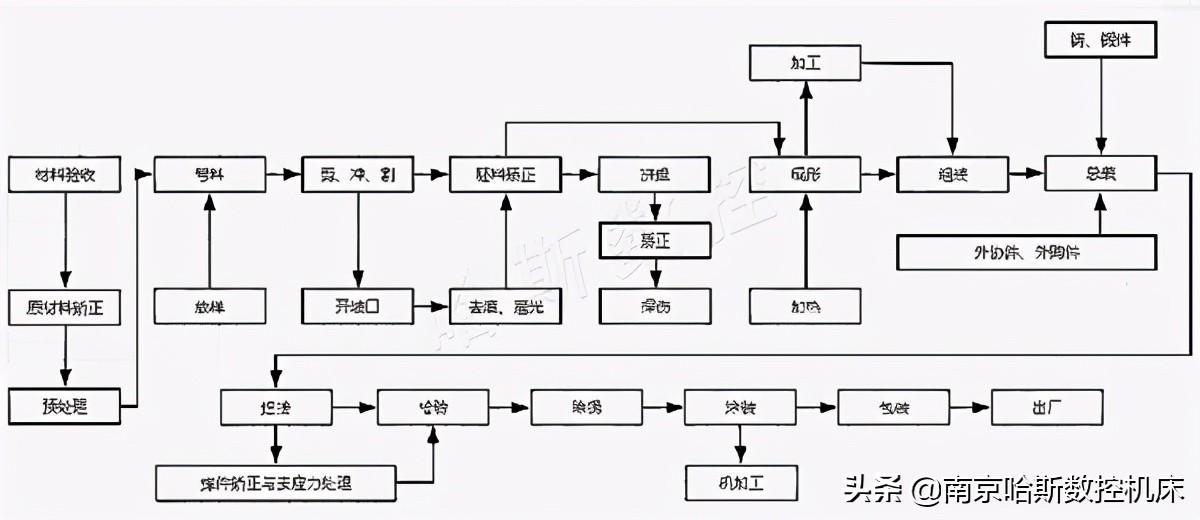
Processtrømmen for pladebehandling refererer til hele processen med gradvist at ændre form, størrelse, materialeegenskaber eller samling og svejsning af dele i en bestemt rækkefølge under produktionsprocessen, indtil en pladebehandling, der opfylder kravene til form og størrelse, fremstilles. For en mere kompleks strukturel del, dens produktion og forarbejdning generelt skal gennemgå mange processer såsom materialeproduktion, udfoldning og layout, skæring af emner, formning og samling, der skal afsluttes.
 Processdiagram
Processdiagram
Processtrømmen er et vigtigt teknisk dokument, der styrer hele komponentbehandlingsstrømmen, organiserer og styrer produktion og forarbejdning. For delebearbejdning, der ikke er afsluttet på ét værksted eller endda en fabrik, er det også et vigtigt grundlag for strømmen af processer, arbejdsdeling og samarbejde samt gensidig forbindelse og samarbejde mellem forskellige værksteder.
På grund af det faktum, at procesflowet er hele den rute, der er angivet for hver komponent i komponenten fra råvarer til færdiggørelsen af hele komponenten, er det også kendt som procesruten.
Processpecifikationen for pladebehandling specificerer bearbejdningsstrømmen for dele, mens det specifikke bearbejdningsindhold styres og styres af processpecifikationen.
Processpecifikationen er et teknisk dokument, der styrer produktionsprocessen af dele. Den udvælges af procesteknikere på grundlag af kravene til produkttegninger, emnets egenskaber, produktionsbatchen og virksomhedens eksisterende udstyr og produktionskapacitet. Efter omhyggelig omfattende analyse og sammenligning af flere mulige procesplaner er den optimale procesplan teknisk mulig og økonomisk rimelig. I det tekniske dokument angives det blank, der anvendes til delen, dens forarbejdningsmetode og specifikke forarbejdningsmål. hver proces art, mængde, sekvens og kvalitetskrav Udstyrsmodeller og specifikationer, der anvendes i hver proces Formen af forarbejdningsværktøjer (såsom hjælpeværktøjer, skæreværktøjer, forme osv.), der anvendes i hver proces; Kvalitetskrav og inspektionsmetoder for hver proces. Generelt kræver pladebearbejde for en stor og kompleks konstruktion af plader ofte samarbejde med professionelle arbejdere såsom svejsere og kranoperatører.For pladebearbejde, der behandles direkte ved hjælp af trykbehandlingsmetoder (såsom presser, hydrauliske presser osv.), betegnes det ofte som stemplingsarbejde. For den bearbejdningsteknologi, der anvender svejsning til komponentsamling, kaldes det ofte svejseteknologi, mens for samleprocessen, der kræver både mekanisk forarbejdning og svejsning, nitning og andre forarbejdningsteknologier, kaldes det direkte monteringsteknologi eller niteteknologi.
Det skal bemærkes, at processpecifikationerne ikke er faste og bør løbende forbedres og perfektioneres i produktionspraksis, og at deres rationalitet varierer afhængigt af forskellige virksomheder, produktionsforhold og selv de forskellige erhvervsdrivendes tekniske niveau. Et generelt princip er imidlertid, at udarbejdelsen af procesprocedurer skal sikre progressivitet i teknologien, gennemførlighed i processen og rationalitet i økonomien, samtidig med at gode arbejdsvilkår opretholdes.
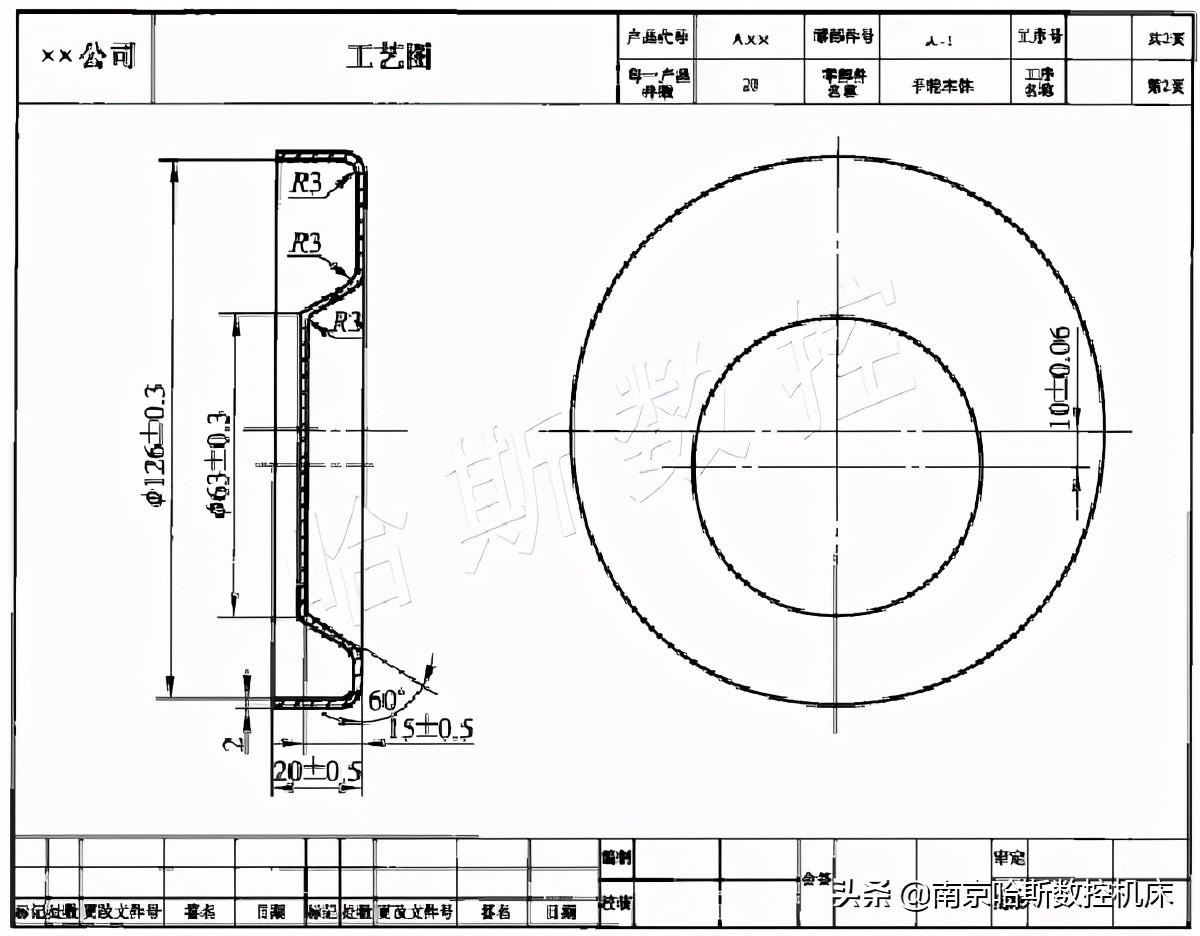
Som vist i procesdiagrammet, er delen håndhjulet krop af en bestemt virksomheds produkt, lavet af 2 mm tyk LF3-M (5A03).Produktionsbatchen er stor, og det er påkrævet, at der efter at delen er dannet, ikke er nogen åbenlys tynding af materialetykkelse eller revner efter inspektion. Skære- og skæreprocessen kort på billedet er skære- og skæreprocessen. Da delene hovedsageligt afsluttes ved hjælp af en pressemaskine med tilsvarende forme, kaldes den efterfølgende behandling stempling behandling. stempling proces kort og procesdiagram på billedet er stempling behandlingsteknologi af delen.
Grunden til at implementere kodestyring for forme og måleværktøjer (målere, prøver) i proceskortet er at lette produktions- og tekniske styringsbehov for forme og måleværktøjer. På samme måde arrangerer nogle virksomheder normalt skæring af stempeldele og andre materialer som et uafhængigt værksted, og deres stempelbehandlingsmanualer kaldes også samlet skærekort. Nogle virksomheder kan på baggrund af deres egne egenskaber integrere skæring af stempeldele med stempelværkstedet, og i dette tilfælde kan skærekortet og stempelkortet også kombineres til ét.
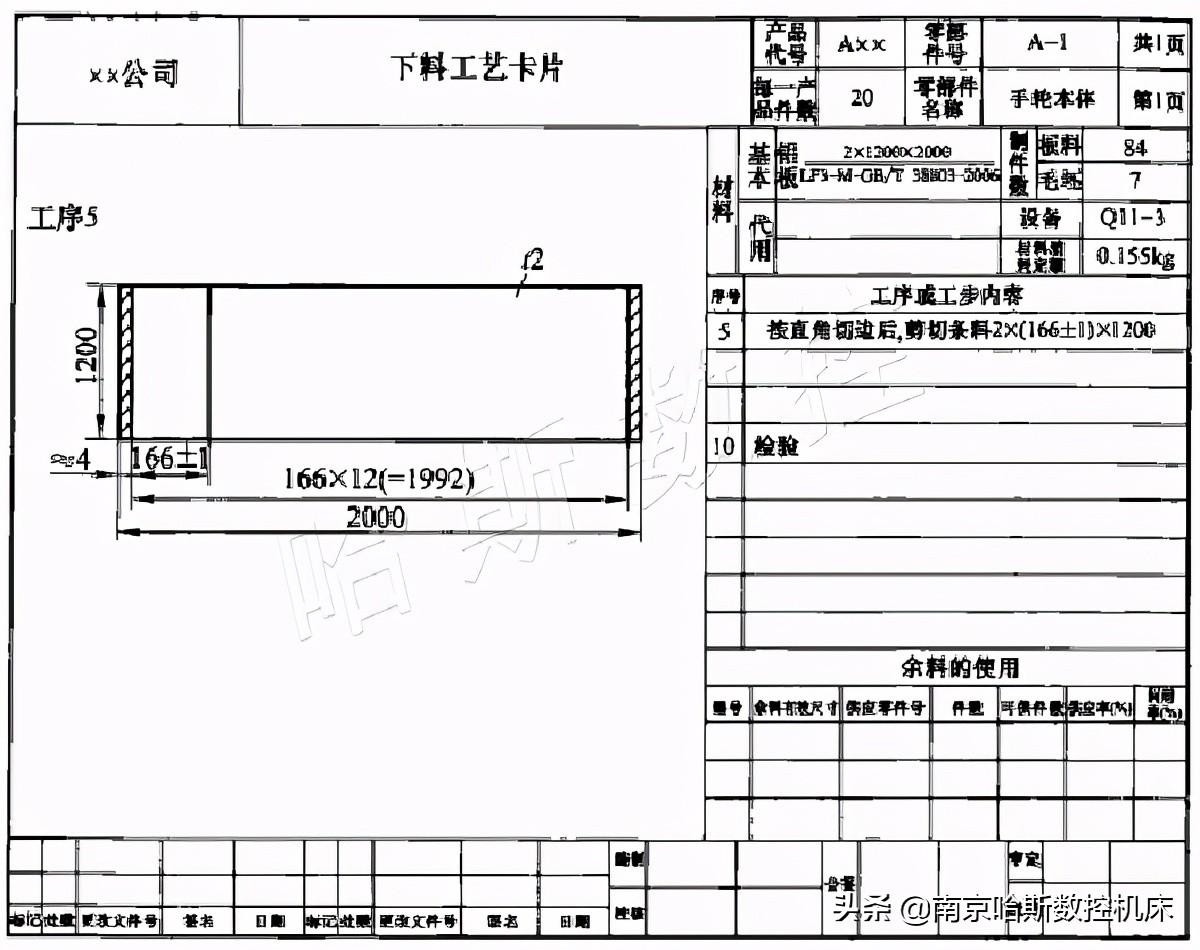 Skæringsproceskort
Skæringsproceskort
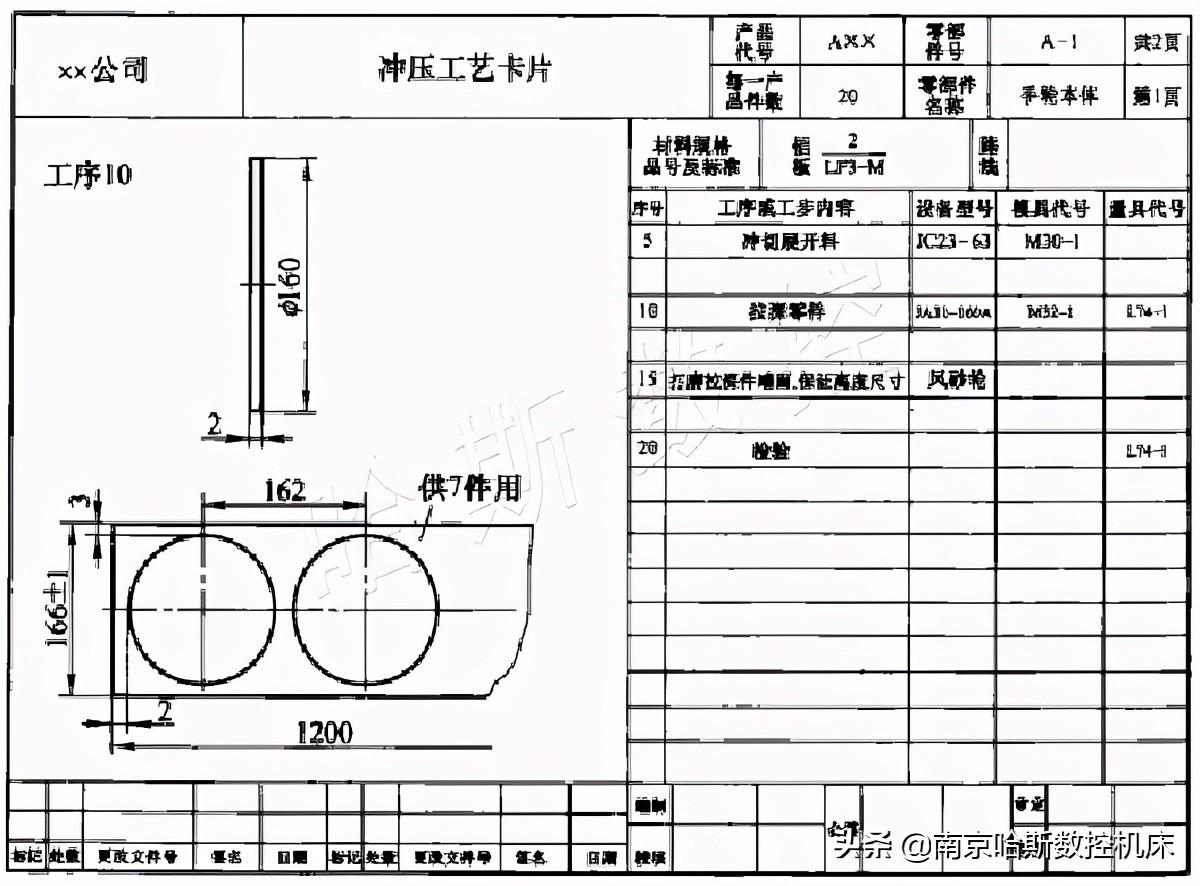 Stamping Process Card
Stamping Process Card
 Processdiagram
Processdiagram
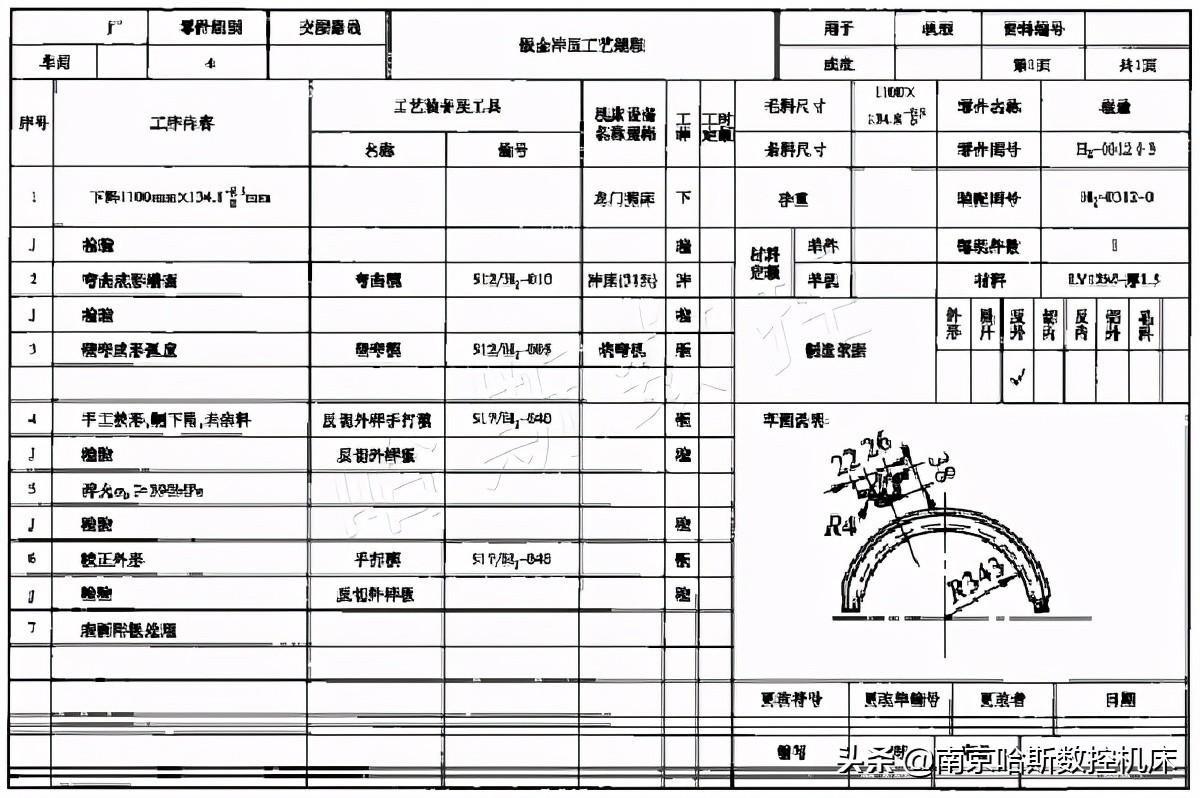 Sheet Metal Stamping Process Specifikation
Sheet Metal Stamping Process Specifikation
Generelt, når det drejer sig om bearbejdningsteknologi af alle pladedele, er det ofte ikke fuldført af et enkelt skære- og stempleværksted. Mange dele kan også være mellemværksted med mekanisk forarbejdning, varmebehandling, overfladebehandling osv. Tværgående værksteds- og tværfaglige driftsvejledninger styres af deres tilsvarende processpecifikationer. Men i forskellige brancher, på grund af forskelle i produktionsprodukter og forarbejdningsvaner, især når der forarbejdes pladekomponenter med lave faglige tekniske krav og lav kompleksitet, udarbejdes en omfattende processpecifikation ofte for at styre produktionen. Pladesprægningsprocedspecifikationen er prægningsprocedspecifikationen for rammekanten (lavet af 1,5 mm LF12M materiale) på en bestemt virksomheds produkt.










