

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

Hej alle, i vores bearbejdningsindustri har der altid været et hovedpineproblem, som er fejlfrekvensen af drift.Jeg tror enhver ven i bearbejdningsindustrien har en dyb forståelse af dette problem.
Jeg brugte lidt tid på at organisere standardprocessen for CNC drift i dag, og hvis vi følger denne proces, tror jeg, det kan reducere en masse unødvendige fejl.
Ledere eller venner, der er nye i branchen, kan samle det, udskrive det og hænge det på værktøjsmaskinen.

1. Forberedelse
Forbered det nødvendige værktøj, udstyr osv. Den første ting at gøre på arbejdet hver dag er at kontrollere, om værktøjsmaskinens forskellige parametre er normale, såsom om der er nogen unormal støj ved opstart, om de forskellige komponenter i værktøjsmaskinen kan fungere normalt, om smøreolien, spindelolien osv. er normale og uden turbiditet, og at udarbejde en tjekliste for værktøjsmaskinen. Hvis der er en bearbejdning overdragelse, er det bedst at aflevere den skriftligt frem for mundtligt for at forhindre gensidig buck passering.
2. Tænd
Hvis maskinen ikke har kørt i lang tid, skal opvarmningsprogrammet køres i 5 til 10 minutter efter opstart. Hastigheden og tilførselshastigheden stiger gradvist fra 20% til 80%, indtil maskinen forvarmes.
3. Programskema
Før bearbejdning er det nødvendigt omhyggeligt at læse programark og tegninger, bekræfte, at bearbejdningsjobnummeret er det samme og størrelsen er den samme, og placere emneretningen i henhold til programarket.
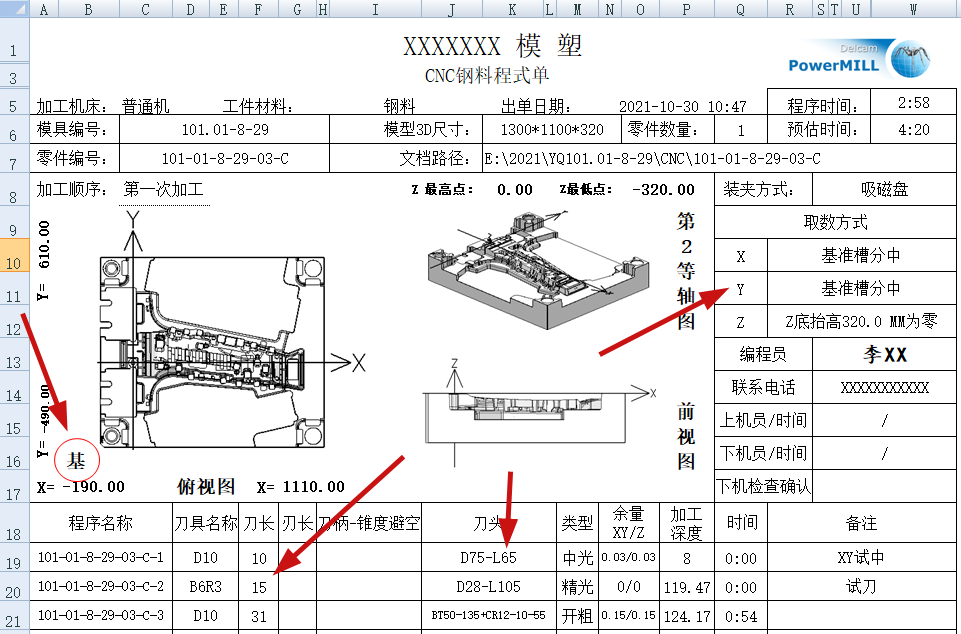 Behandlingsprogramblad
Behandlingsprogramblad
4. Før du går om bord på maskinen
Før emnet sættes på maskinen, skal arbejdsbænken rengøres grundigt, hvis der er bavser på emnet, skal det rengøres med en fil og tørres for støv, oliefletter, vandpletter osv.
5. Bordtrykning
Når du laver en tabel, er det vigtigt at bemærke, at hvis det er et glat materiale, skal parallelisme, vinkelret og niveau af materialet kontrolleres, og emnets vinkellineal skal bekræftes, før tabellen kalibreres.
6. Score i midten
Under opdelingen skal referenceniveauet på programbladet ses tydeligt, når opdelingen er færdig, skal den kontrolleres igen, og om nødvendigt skal teamlederen eller kollegerne kontrollere hinanden.
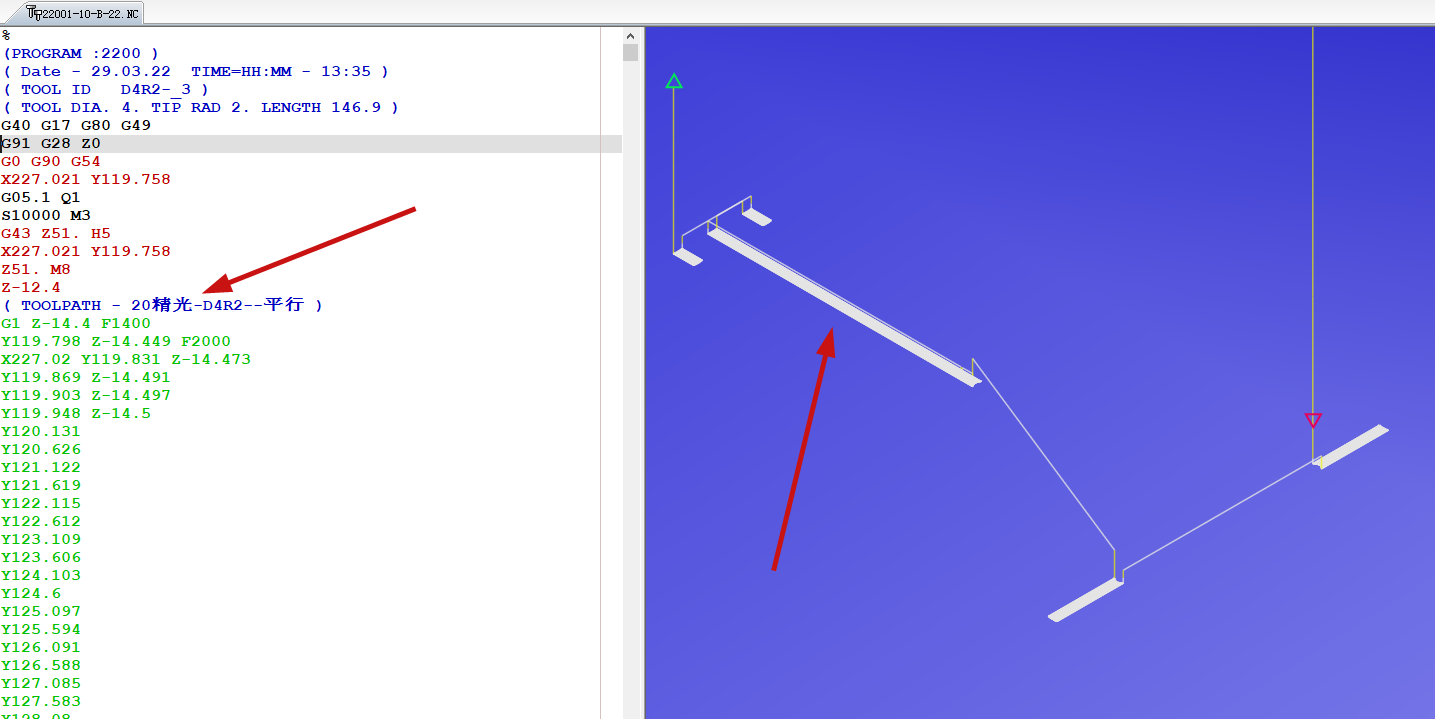
7. Simulering
Før hvert program startes, skal simuleringen af værktøjsvejen kontrolleres for at sikre, at der ikke er problemer med programmet under bearbejdningen. I begyndelsen af bearbejdningen, skal foderhastigheden indstilles som en base eller køres i et enkelt afsnit. Når værktøjet går normalt ind, bør hastigheden øges, og det første snit skal foretages for at bekræfte, om dybde og skæring position er korrekt. Hvis der er problemer, bør bearbejdningen stoppes med det samme.
8. Forarbejdningsproces
Under bearbejdningsprocessen er det nødvendigt nøje at overvåge slidet af værktøjspartiklerne eller skæreværktøjet, slibe værktøjet rettidigt og udskifte værktøjspartiklerne for at undgå værktøjsbrud eller beskadigelse af værktøjsholderen. Når bearbejdningen kører normalt, skal du forberede dig på det næste program eller emne og arrangere bearbejdningstiden rimeligt.
9. Gennemførelse af selvbetjening
① Når emnet er behandlet, er det første trin selv inspektion, og først efter at have bestået inspektionen kan det fjernes fra maskinen. Placer derefter emnet i det forarbejdede område.
② Når der er fundet behandlingsfejl, bedes du straks underrette den ansvarlige på stedet.
10. 6S-specifikation
Operatørerne bør placere værktøjer og emner i passende stillinger gennem hele arbejdsprocessen og holde området rent og ryddeligt og virkelig opnå "organisering, korrigering, rengøring, rengøring, læsefærdighed og sikkerhed".
11. Overdragelse
Før du forlader arbejdet, er det nødvendigt at overdrage arbejdet til den næste operatør baseret på programbladet, afklare, hvor det ikke er blevet gjort, hvad der kræver opmærksomhed, og hvad der haster, og holde optegnelser.
Ovenstående er min forståelse af CNC bearbejdningsprocessen.Hvis du har nogen bedre processer eller fejlforebyggende foranstaltninger, skal du lægge en besked for at diskutere og gøre fremskridt sammen.







