English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

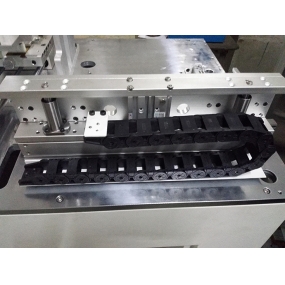
CNC-bearbejdningscentre har centraliserede processer, og de forarbejdede dele er generelt komplekse.Bearbejdningsprocessen kræver en række skæreværktøjer, hvilket kræver, at armaturer kan modstå store skærekræfter, samtidig med at de opfylder krav til positioneringsnøjagtighed. Shenzhen EMAR Precision Technology Co, Ltd. kan forbedre produktionseffektiviteten i flere forskellige og små batch produktionssituationer, reducere produktionsforberedelse, værktøjsmaskinjustering og procesinspektionstid og reducere skæretiden på grund af brugen af optimale skæremængder, giver brugerne mere rettidige leveringscyklusser og CNC bearbejdning center armaturer. Opgaven med et armatur handler ikke kun om fastspænding af emnet, valget af armaturer til CNC-bearbejdningscentre er afgørende.
Den høje fleksibilitet af CNC fireaksede bearbejdningscentre eller fem aksede linkage CNC bearbejdningscentre kræver, at deres armaturer skal være kompakte, enkle og minimere hjælpetid så meget som muligt sammenlignet med almindelige værktøjsmaskiner Drift og kontrol skal være praktisk, arbejdsbesparende og sikker, samtidig med at der sikres tilstrækkelig stivhed og fleksibilitet. Når du vælger et passende armatur, skal du være opmærksom på nøjagtigheden, batchstørrelsen, behandlingscyklussen og behandlingsomkostningerne for de forarbejdede dele.
For at foretage et rimeligt valg af armaturer, skal man først have en dyb forståelse af bearbejdningsegenskaberne ved CNC-bearbejdningscentre. Værktøjet, der anvendes til CNC fræsning, kaldes en CNC fræsemaskine eller CNC bearbejdning center. Drejebænken, der anvendes til CNC drejning, kaldes et CNC drejebænkecenter. G-koden til CNC-bearbejdning kan programmeres manuelt, men normalt bruger bearbejdningsværkstedet CAM software til automatisk at læse CAD-filer og generere G-kodeprogrammer til at styre CNC-værktøjsmaskinen. CNC computer gong behandling er den drivende komponent i udførelsesmekanismen af CNC værktøjsmaskiner, herunder spindeldrev enhed, feed enhed, spindelmotor og feed motor. Han driver spindlen og fører gennem et elektrisk eller elektrohydraulisk servosystem under kontrol af en numerisk styreenhed. Når flere tilførselshastigheder er forbundet, kan bearbejdningen af positionering, lige linjer, planære kurver og rumlige kurver fuldføres. Under hensyntagen til forskellige faktorer kan vælge en økonomisk og rimelig armatur opnå dobbelt resultatet med halvdelen af indsatsen og maksimere effektiviteten af CNC-bearbejdningscentre.