

1. La pièce d‘Usinage CNC n‘est pas nettoyée et il n‘y a pas de mesures anti-oxydation. Pendant le processus d‘usinage, les pièces entrent inévitablement en contact avec la solution mère de liquide de refroidissement, l‘air et l‘eau. Affectées par ces facteurs, des taches d‘oxyde blanc sont produites sur la surface de la pièce. Nous utilisons un test orthogonal pour analyser l‘influence de trois facteurs de la solution mère de liquide de refroidissement, l‘eau et l‘air sur la génération de taches d‘oxyde blanc. Le niveau est défini comme oui et non, respectivement. 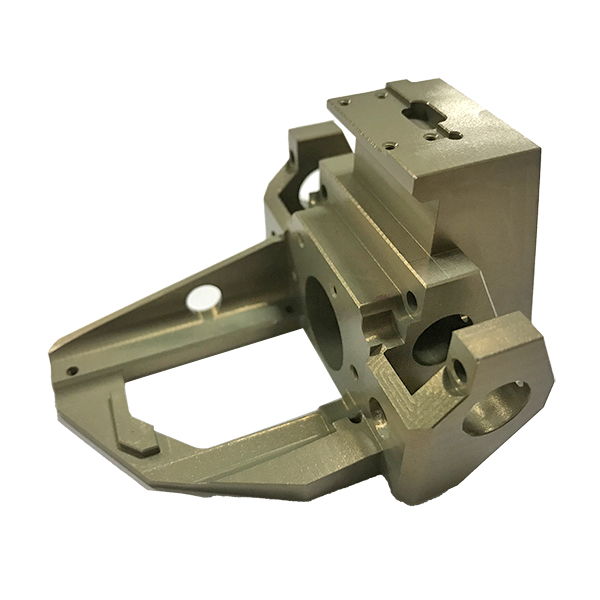 La solution mère de liquide de refroidissement et les gouttelettes d‘eau sont placées sur la surface de la pièce, et l‘air est isolé en appliquant de la vaseline. La durée du test est de 13 jours (le cycle de traitement des dimensions externes de la pièce est d‘environ 13 jours). Les résultats montrent que la corrosion par oxydation de surface est générée sous l‘action de la solution de liquide de refroidissement et de l‘air, ce qui fait que les pièces ne répondent pas aux exigences de traitement de surface. Par conséquent, la pièce n‘est pas nettoyée et aucune mesure anti-oxydation n‘est l‘une des raisons du faible taux qualifié de fabrication de pièces. 2. Manque d‘équipement d‘outillage Afin de vérifier l‘inférence de l‘équipe, nous avons testé et traité 3 autres produits avec un équipement de polissage spécial pendant le processus de test, et compté le taux de ferraille respectivement. Après avoir comparé le taux de ferraille du produit de test avec le taux de ferraille de cette pièce, il a été constaté que le taux de ferraille était près de 8 fois différent. Par conséquent, le manque d‘équipement de polissage est une autre raison du taux de ferraille élevé du produit. La méthode de polissage traditionnelle consiste à installer la pièce sur l‘équipement rotatif et à presser le cercle extérieur de la pièce avec du papier de verre pour polir. La méthode de polissage traditionnelle présente les avantages d‘un fonctionnement simple et d‘une bonne économie. Elle est largement utilisée dans l‘industrie de l‘usinage. Ses lacunes sont évidentes, telles que : la force de polissage n‘est pas constante, l‘alimentation n‘est pas continue et l‘efficacité de polissage des pièces est faible. Nous recherchons des idées de conception d‘outillage de la méthode de polissage traditionnelle et conservons les avantages. Les points de polissage sont extraits, notamment : surface de contact de polissage (papier de verre à main), force de polissage (presse à bras générée), quantité d‘alimentation (mouvement de la paume). Un ensemble d‘outils de polissage généraux est conçu avec succès en utilisant la structure mécanique pour atteindre les points ci-dessus. Après avoir utilisé cet outillage, les pièces peuvent obtenir une force de polissage uniforme. Cet outillage peut être installé sur le porte-outil de l‘équipement de polissage, et la fonction originale de l‘équipement peut être combinée pour obtenir une alimentation uniforme. En même temps, afin d‘éviter les pièces de meulage de l‘équipement de polissage, polytetrafluoroethylene matériau avec un matériau plus doux, une ténacité plus forte et une résistance à haute température a été choisi comme matériau de la tête de polissage. Pour le papier de verre de polissage, nous avons choisi un certain type de papier de verre de polissage avec une texture plus douce et un support adhésif. L‘utilisation réelle améliore le taux de passage d‘usinage des pièces grâce à l‘optimisation de la méthode de polissage des pièces. La conception de l‘outillage de polissage général est un point fort de ce projet. Cet outillage résout efficacement les problèmes de force de polissage inconstante, d‘alimentation discontinue et de faible efficacité de polissage dans la méthode de polissage traditionnelle. Il fournit une base de référence et d‘expérience future pour l‘arbre de précision.
La solution mère de liquide de refroidissement et les gouttelettes d‘eau sont placées sur la surface de la pièce, et l‘air est isolé en appliquant de la vaseline. La durée du test est de 13 jours (le cycle de traitement des dimensions externes de la pièce est d‘environ 13 jours). Les résultats montrent que la corrosion par oxydation de surface est générée sous l‘action de la solution de liquide de refroidissement et de l‘air, ce qui fait que les pièces ne répondent pas aux exigences de traitement de surface. Par conséquent, la pièce n‘est pas nettoyée et aucune mesure anti-oxydation n‘est l‘une des raisons du faible taux qualifié de fabrication de pièces. 2. Manque d‘équipement d‘outillage Afin de vérifier l‘inférence de l‘équipe, nous avons testé et traité 3 autres produits avec un équipement de polissage spécial pendant le processus de test, et compté le taux de ferraille respectivement. Après avoir comparé le taux de ferraille du produit de test avec le taux de ferraille de cette pièce, il a été constaté que le taux de ferraille était près de 8 fois différent. Par conséquent, le manque d‘équipement de polissage est une autre raison du taux de ferraille élevé du produit. La méthode de polissage traditionnelle consiste à installer la pièce sur l‘équipement rotatif et à presser le cercle extérieur de la pièce avec du papier de verre pour polir. La méthode de polissage traditionnelle présente les avantages d‘un fonctionnement simple et d‘une bonne économie. Elle est largement utilisée dans l‘industrie de l‘usinage. Ses lacunes sont évidentes, telles que : la force de polissage n‘est pas constante, l‘alimentation n‘est pas continue et l‘efficacité de polissage des pièces est faible. Nous recherchons des idées de conception d‘outillage de la méthode de polissage traditionnelle et conservons les avantages. Les points de polissage sont extraits, notamment : surface de contact de polissage (papier de verre à main), force de polissage (presse à bras générée), quantité d‘alimentation (mouvement de la paume). Un ensemble d‘outils de polissage généraux est conçu avec succès en utilisant la structure mécanique pour atteindre les points ci-dessus. Après avoir utilisé cet outillage, les pièces peuvent obtenir une force de polissage uniforme. Cet outillage peut être installé sur le porte-outil de l‘équipement de polissage, et la fonction originale de l‘équipement peut être combinée pour obtenir une alimentation uniforme. En même temps, afin d‘éviter les pièces de meulage de l‘équipement de polissage, polytetrafluoroethylene matériau avec un matériau plus doux, une ténacité plus forte et une résistance à haute température a été choisi comme matériau de la tête de polissage. Pour le papier de verre de polissage, nous avons choisi un certain type de papier de verre de polissage avec une texture plus douce et un support adhésif. L‘utilisation réelle améliore le taux de passage d‘usinage des pièces grâce à l‘optimisation de la méthode de polissage des pièces. La conception de l‘outillage de polissage général est un point fort de ce projet. Cet outillage résout efficacement les problèmes de force de polissage inconstante, d‘alimentation discontinue et de faible efficacité de polissage dans la méthode de polissage traditionnelle. Il fournit une base de référence et d‘expérience future pour l‘arbre de précision.
Hallo! Velkommen til EMAR-virksomhedens hjemmeside!
 Danish
Danish » »
» »
 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole





