English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

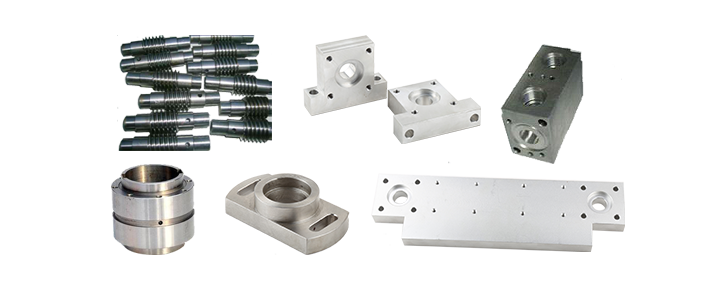
Bearbejdning af præcisionsstemplingdele har strenge krav til tykkelsen af metalpladen, fordi materialets tykkelse bestemmer hullet i formen. Tykkelsen af metalpladen varierer meget, og produktionen med samme stempling dør og samme hul vil påvirke kvaliteten og nøjagtigheden af produktet. Alvorlige skimmelskader vil forekomme, og endda udstyrsulykker vil forekomme, når der produceres store præcisionsstemplingdele. Hvad er virkningen af overdreven tykkelse af metalpladen?
1. I tømningsprocessen kan burrs dannes, hvis den positive fejl i arketykkelse er for stor, eller den negative fejl er for stor. Ark med for stor negativ fejl øger springback og påvirker skalaens nøjagtighed. Ark med for stor positiv fejl øger stansningskraft og stansningsarbejde, hvilket kan beskadige stemplingsudstyr. Ujævn materialetykkelse kan også få stemplingdele til at virke ensidige burrs.
2. I zigzagprocessen rebounder materialet med store negative fejl, der danner unøjagtige former og dimensioner af præcisionsstemplingdele, og let at danne afbøjning og bøjningsfænomener. Hvis den positive fejl af materialetykkelse er for stor, vil zigzag overflade æltning dannes, hvilket vil påvirke overfladekvaliteten af stemplingdele og øge zigzagkraften og zigzag arbejde, som kan beskadige udstyret. Ujævn tykkelse vil også danne unøjagtige former og skalaer af stemplingdele. 
3. I den dybe tegningsproces er den negative fejl af materialetykkelse for stor, hvilket vil forårsage ujævn form på grund af springback, og vil også danne en mangel på højde af præcisionsstemplingdele og et lille fænomen af stor bund af stemplingdele, hvilket også vil reducere trykkraften. Derudover får den relative stigning i kløften mellem konvekse og konkave forme materialet til at rynke under tegningsprocessen, hvilket øger vanskeligheden ved metalmaterialeaktivitet, hvilket øger trækkraften, hvilket resulterer i revner af stemplingdele i de afrundede hjørner af den konkave form. Den positive fejl ved materialetykkelse er for stor, hvilket øger friktionen mellem materialet og den tomme holderring og formen, og det relative fald i kløften mellem konvekse og konkave forme øger trækkraften, der danner en udtynding af materialet og et revnefænomen i de afrundede hjørner af stansen. Og på grund af stigningen i trækkraften og tegnearbejdet kan det blive en overbelastning af udstyr. Ujævn materialetykkelse vil medføre ujævn vægtykkelse af stemplingdelen og ujævn kant af munden. Alvorlig ujævn materialetykkelse vil medføre revner i stemplingdelen og beskadige matricen og udstyret til store stemplingdele.
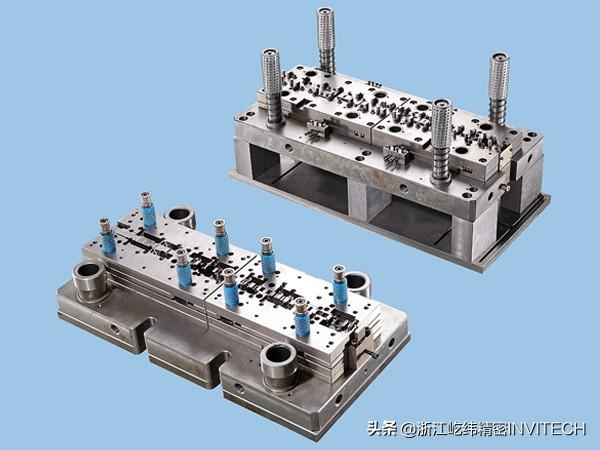
Denne artikel er fra EMAR Mold Co., Ltd. For mere EMAR relaterede oplysninger, klik venligst på: www.sjt-ic.com !