English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

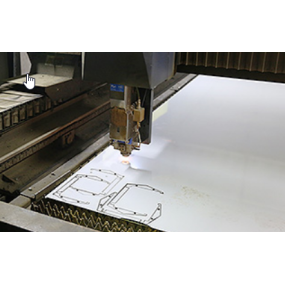
I præcisionsdelebehandling er opdelingen af processer og trin helt klar, og det er fint for hvert led. Den generelle forarbejdningsindustri deler opgaver efter processer eller trin. Hver person er ansvarlig for en del, eller et team af mennesker er ansvarlig for en del. Arbejdsdelingen er klar, og opgaverne er klare.
 Opdelingen af præcisionsdelebehandlingsprocedurer udføres med henvisning til de behandlede dele og den designede behandlingsteknologi. I det numeriske kontrolmaskinværktøj til præcisionsdelebehandling kan processen være relativt centraliseret, og de fleste eller alle processer kan afsluttes så meget som muligt i en fastspænding. Først og fremmest overvej i henhold til delmønsteret, om de behandlede dele kan behandles på en numerisk kontrolmaskine. Hvis ikke, skal du beslutte, hvilken del der behandles på den numeriske kontrolmaskin, og hvilken del der behandles på andre maskiner, det vil sige behandlingsprocessen af delene er opdelt. Opdelingen af processer og trin bør overvejes grundigt i henhold til de strukturelle egenskaber og tekniske krav til specifikke dele.
Opdelingen af præcisionsdelebehandlingsprocedurer udføres med henvisning til de behandlede dele og den designede behandlingsteknologi. I det numeriske kontrolmaskinværktøj til præcisionsdelebehandling kan processen være relativt centraliseret, og de fleste eller alle processer kan afsluttes så meget som muligt i en fastspænding. Først og fremmest overvej i henhold til delmønsteret, om de behandlede dele kan behandles på en numerisk kontrolmaskine. Hvis ikke, skal du beslutte, hvilken del der behandles på den numeriske kontrolmaskin, og hvilken del der behandles på andre maskiner, det vil sige behandlingsprocessen af delene er opdelt. Opdelingen af processer og trin bør overvejes grundigt i henhold til de strukturelle egenskaber og tekniske krav til specifikke dele.
Generel procesdelingsmetode:
Opdelingen af arbejdstrin betragtes hovedsageligt fra de to aspekter af bearbejdningsnøjagtighed og effektivitet. I en præcisionsdel bearbejdningsproces kræves der ofte forskellige værktøjer og skæremængder til at behandle forskellige overflader. For at lette analysen og beskrivelsen af mere komplekse processer er processen opdelt i arbejdstrin.
Princippet om trindeling:
1. Den samme overflade afsluttes i rækkefølge ved grovning, halvbehandling og efterbehandling, eller alle de bearbejdede overflader adskilles ved grovning først og derefter efterbehandling.
2. For dele med både fræsede overflader og kedelige huller kan overfladen fræses først og derefter kedeligt. Opdeling af trinnene i henhold til denne metode kan forbedre hullets nøjagtighed. På grund af den store skærekraft under fræsning er emnet tilbøjeligt til deformation. Fræsning af overfladen først og derefter kedeligt, så det har en periode til at komme sig, hvilket reducerer virkningen af deformation på nøjagtigheden af hullet.
3. Opdel trinene i henhold til værktøjet. Omskiftningstiden for præcisionsdelesbehandlingsmaskineværktøjstabellen er kortere end værktøjsskiftetiden. Opdeling af trinene i henhold til værktøjet kan bruges til at reducere antallet af værktøjsændringer og forbedre behandlingseffektiviteten.