English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

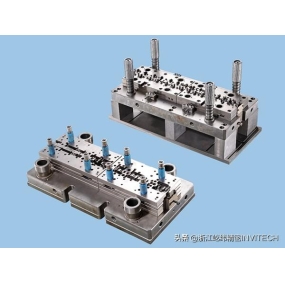
Der Schlüssel zur Technizität der Stanzverarbeitung ist die Zuordnung der Produktionsprozesse und die Auswahl verschiedener Hauptparameter. Yiwei Precision beschäftigt sich seit mehr als zehn Jahren mit der kundenspezifischen Verarbeitung von Stanzteilen und sammelt reiche Erfahrung. Nach Jahren der Zusammenfassung haben wir die folgenden technischen Standards und Hauptparameter für Ihre Referenz entwickelt.

1. Werkzeugauswahl. Das übergeordnete Kriterium für die Auswahl von Schneidwerkzeugen ist die wirtschaftliche Entwicklung. Nach den Standards der Produktions- und Verarbeitungsvorschriften sollte die Werkzeugaufhängungstiefe so kurz wie möglich sein, und der CNC-Klingendurchmesser sollte so groß wie möglich sein, was für die Verringerung der Oberflächenrauhigkeit von Produktion und Verarbeitung vorteilhaft ist und die Steifigkeit, Wärmeableitung und Werkzeuglebensdauer der Werkzeugsystemsoftware entwickelt. Es ist jedoch zu beachten, dass der halbe Radius des Werkzeugs für die hintere Freigabe niedriger sein sollte als der kleine Winkel des Radprofils.
2. Auswahl der Drehmaschine. Annahme einer Drehsystemsoftware mit guter Steifigkeit und hoher Präzision, einschließlich eines geschlossenen Regelservosteuerungssystems.
3. Zuweisung des Prozessflusses. Nach der Wärmebehandlung der Schneide wird der superharte Produktions- und Verarbeitungsprozess der tiefen Verarbeitung des Profils und der halbtiefen Verarbeitung der Schneide zugeordnet, gefolgt von einer Wärmebehandlung, um das Problem zu lösen, und dann wird die superharte Produktion und Verarbeitung der Schneide mit einer Drehmaschine durchgeführt.
4. Die Gesamtbreite der Klinge. Die Gesamtbreite des unteren Werkzeugblattstreifens muss 25mm nicht überschreiten, die Gesamtbreite des äußeren Werkzeugblattstreifens muss 20mm nicht überschreiten, und die Gesamtbreite des inneren Werkzeugblattstreifens überschreitet 15mm nicht. Überschreitet die Gesamtbreite der Klingenkante diesen Wert, sollte der Rückenspalt vor der Wärmebehandlung gefräst werden.
5. Orale Kapazität. Die verbleibende Menge der vorgebetteten Bearbeitung nach der halbtiefen Bearbeitung der Schneide beträgt 0.2-0.3 Millimeter (unter Berücksichtigung der Verformung, die durch Wärmebehandlung und Abschrecken verursacht wird), was bedeutet, dass die Produktionsleistung der superharten Produktionsbearbeitung nach der Schneidenwärmebehandlung 0.1-0.3 Millimeter betragen sollte. Ein übermäßiger Austausch der Produktionskapazität kann die Bearbeitungsgenauigkeit beeinträchtigen und den Verschleiß der CNC-Klingen verschlimmern. Wenn die Kapazität zu klein ist, besteht eine hohe Wahrscheinlichkeit von Materialmangel während der Wärmebehandlung Verformung.
6. Klingenstärke. Die Stärke der Klinge nach der Wärmebehandlung beträgt um HRC55-65.