English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Heute werde ich mit Ihnen die wichtigsten Faktoren teilen, die bei der Auswahl eines Fünfachs-Bearbeitungszentrums zu berücksichtigen sind, am Beispiel des branchenführenden Fünfachs-Bearbeitungszentrums Makino. Ich werde Ihnen eine detaillierte Liste derjenigen zur Verfügung stellen, die es nicht wissen.
01
Struktur bestimmt die Anlagenleistung
Es gibt verschiedene Strukturen von fünf Achsen Bearbeitungszentren, und das strukturelle Design der Werkzeugmaschine bestimmt die Leistung der Ausrüstung, einschließlich Steifigkeit, Bearbeitungsgenauigkeit, Stabilität, Bedienbarkeit und so weiter.
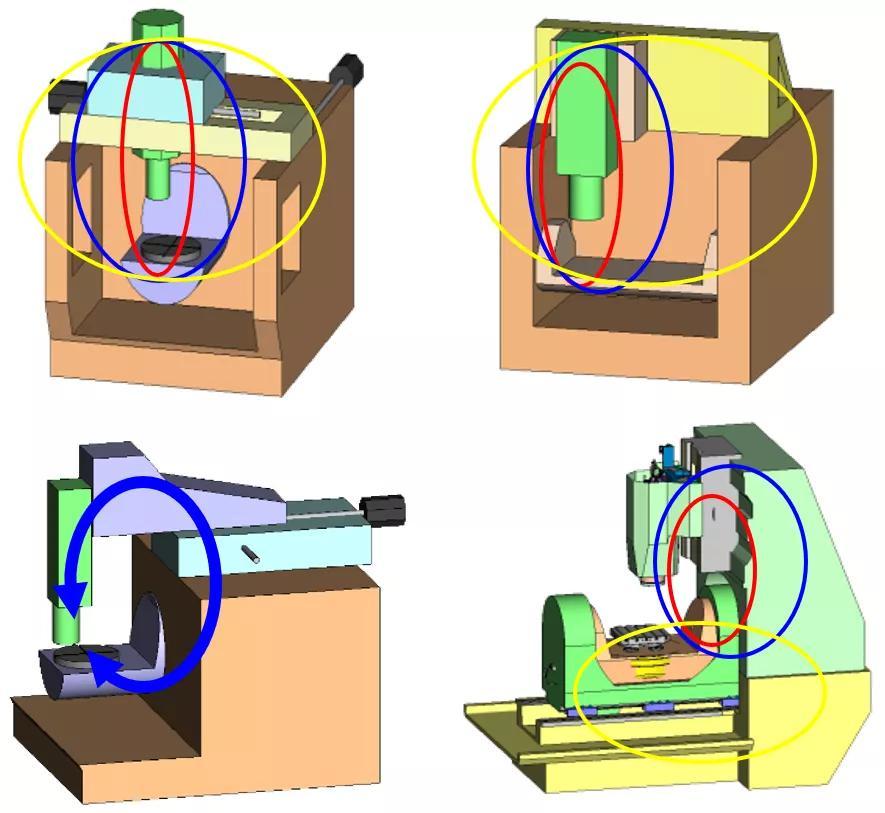
Folgende Aspekte sollten vor allem berücksichtigt werden:
1) Die Linearachse verschmilzt oder überlagert sich beim Bewegen nicht
2) Ausrüstung mit Kurzschlüssen hat gute Steifigkeit
3) Ist die kippbare Rotationsachse ein DD-Motor
4) Ist es ein 5-Achs-Gestänge
5) 5-Achs-Nähe
Makinos fünfachsiges Bearbeitungszentrum der Serie D200Z/D800Z/a500Z nimmt eine "Z"-förmige Arbeitstischstruktur mit hoher Steifigkeit an, wie in der Abbildung unten gezeigt. Der Arbeitstisch benötigt keine Unterstützung an beiden Enden, mit Schräglagern mit großem Durchmesser und einem Werkstückschwerpunkt B innerhalb A. Im Vergleich zu herkömmlichen Einzeltragstrukturen ist die Biegemange d extrem klein und der Kraftarm L kürzer.
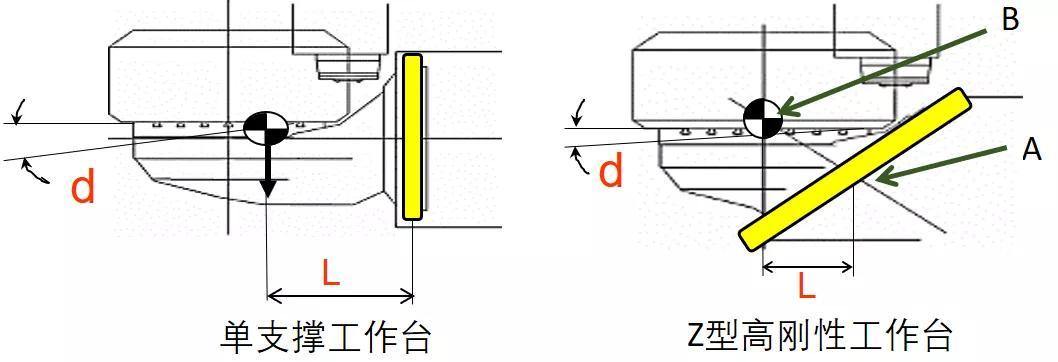
Diese geneigte Achsstruktur kann eine hochpräzise Bearbeitung erreichen, vergleichbar mit 3-Achs-Bearbeitungszentren. Auch beim Beladen und Drehen schwerer Bauteile kann die Durchbiegung des Werktisches auf ein Minimum reduziert werden. Gleichzeitig erreichen hochsteife Lager und Direktantriebsmotoren eine hochgenaue und sanfte Rotation mit minimalen Vibrationen. Darüber hinaus verfügt es über eine hervorragende räumliche Nähe.
02
Genauigkeit der Neigungsrotationsachse
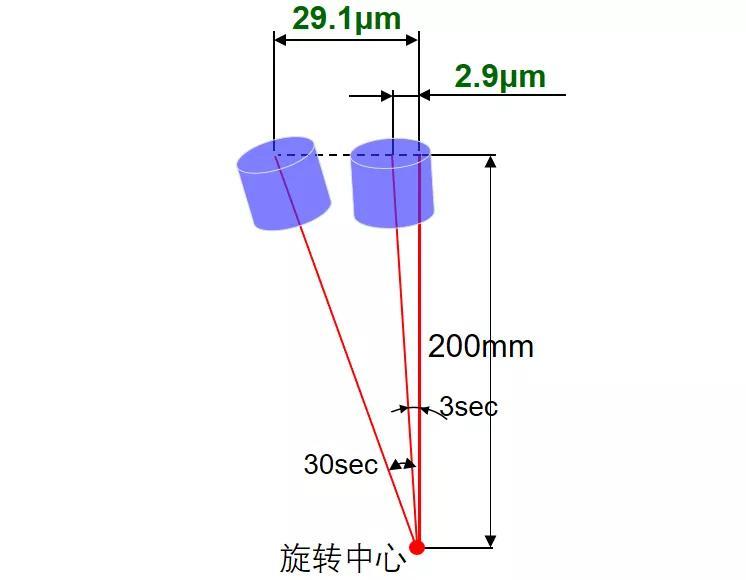
Die Bearbeitungsgenauigkeit von Werkzeugmaschinen wird direkt durch die Genauigkeit der rotierenden Achse beeinflusst. Um die tatsächliche Auswirkung der gekippten Drehachsengenauigkeit auf die Bearbeitungsgenauigkeit zu verstehen, verwenden Sie die Makino D800Z Werkzeugmaschine.
1= 60′
1′= 60″
1=3600″
Die minimale Auflösung der B/C-Achse der D800Z-Werkzeugmaschine beträgt 0.0001 Grad, die 0.36 Zoll ist, und die Positioniergenauigkeit beträgt 3 Zoll. Durch das folgende Berechnungsdiagramm können wir den resultierenden Genauigkeitsfehler kennen.
03
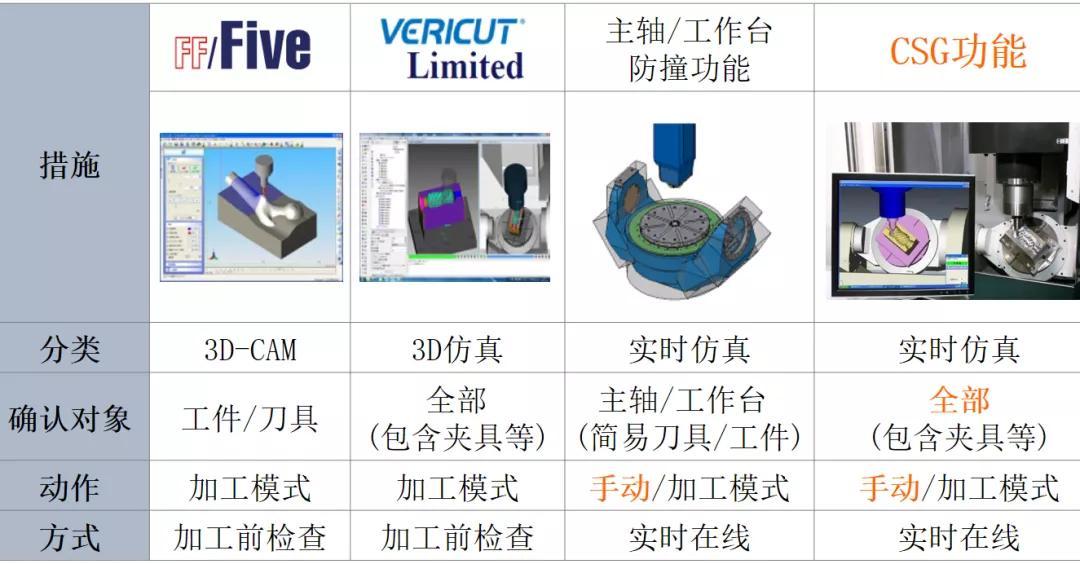
Vermeidung von Störkollisionen
Interferenzen und Kollisionsvermeidung sind wichtige Themen in der 5-Achs-Bearbeitung. Neben dem Einsatz computerbasierter Software zur Störprüfung ist das 5-Achs-Bearbeitungszentrum von Makino mit der Online-Echtzeitsimulation CSG-Funktion ausgestattet, die Störungen auch im manuellen Betrieb verhindern kann.
Die Online-Echtzeitsimulation CSG-Funktion kann vor der Bearbeitung auf mögliche Werkzeugfehler oder Werkzeuglängeneinstellfehler überprüfen, um Notstopps während des Betriebs zu minimieren. Während des Betriebs wird basierend auf vorkalibrierten und eingestellten Daten sowie Koordinaten, Offsetwerten und anderen Positionsinformationen, die vom CNC-Steuergerät gelesen werden, die Möglichkeit von Störungen vorhergesagt. Sobald die Werkzeugmaschine nicht mehr läuft, kann der Statusbildschirm in Echtzeit angezeigt werden, und die vorhergesagten Störteile und Achsenbewegungsrichtung können bestätigt werden.
04
Rotationszentrenkorrektur
Die Änderung des Rotationszentrums, die durch Umwelt- und Temperaturänderungen verursacht wird, kann die Präzision der fünfachsigen Bearbeitung beeinflussen. Es sollte in der Lage sein, automatisch durch die Sonde zu kalibrieren, die Bearbeitungsgenauigkeit der 3-achsigen/indexierenden/5-achsigen Bearbeitung zu überprüfen und sicherzustellen, dass der Werkzeugfehler kleiner oder gleich ist; 4 μ m.
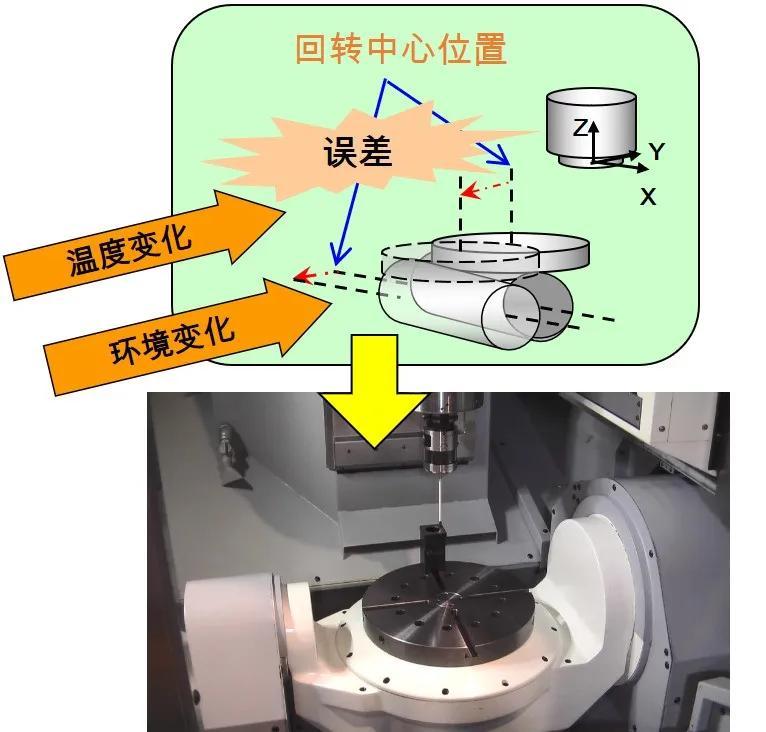
Automatisches Kalibrieren des 5-Achsen-Rotationszentrums mithilfe einer Sonde
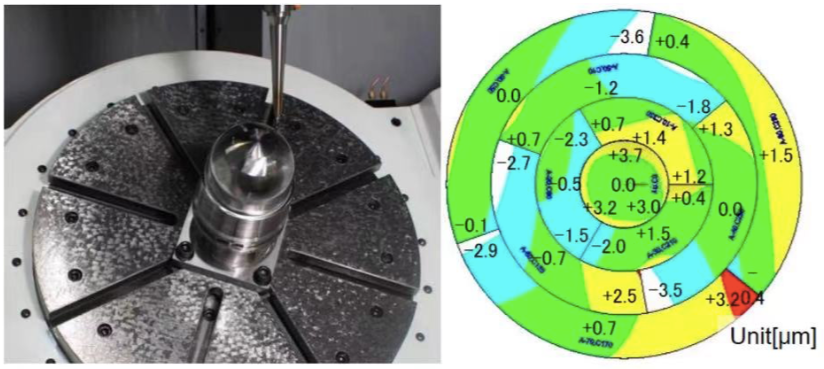
3-Achs/Indexierung/5-Achs-Bearbeitungsgenauigkeitsprüfung Bearbeitung
05
Genauigkeit der Verbindung
Die Verbindungsgenauigkeit eines fünfachsigen Bearbeitungszentrums spiegelt die Ergebnisse mehrerer Faktoren wider. Nehmen wir Makino D200Z als Beispiel, stellen wir Verarbeitungsfälle zur Verfügung, um Referenzen für die Verknüpfungsgenauigkeit zu liefern.
Verarbeitungsausrüstung: D200Z
CAM:FFCAM
Werkstoff: NAK80 (40HRC)
Werkstückgröße: 140x140x35mm
Formhohlraum: Klarer Winkel R0.22mm, Tiefe 20mm
Bearbeitungszeit: 1H35min/pocket
Schneidwerkzeuge: 7-Paare und 6-Typen
Verbindungsgenauigkeit: Positionsgenauigkeit 2 μ m, Formgenauigkeit 3 μ m
06
Prozessunterstützung
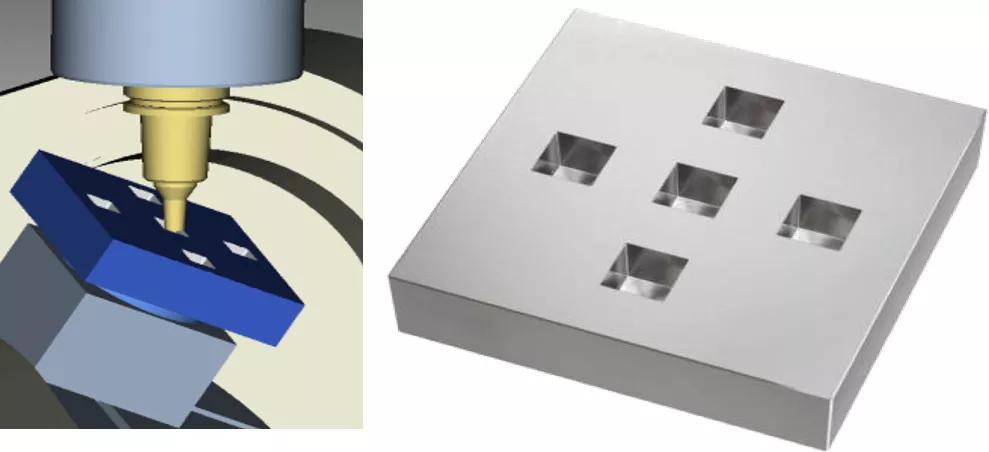
Der Bearbeitungsprozess eines fünfachsigen Bearbeitungszentrums bestimmt, ob die Leistung der Ausrüstung maximiert werden kann. Beispielsweise kann der Einsatz unregelmäßiger Schneidwerkzeuge die Bearbeitungseffizienz deutlich verbessern.
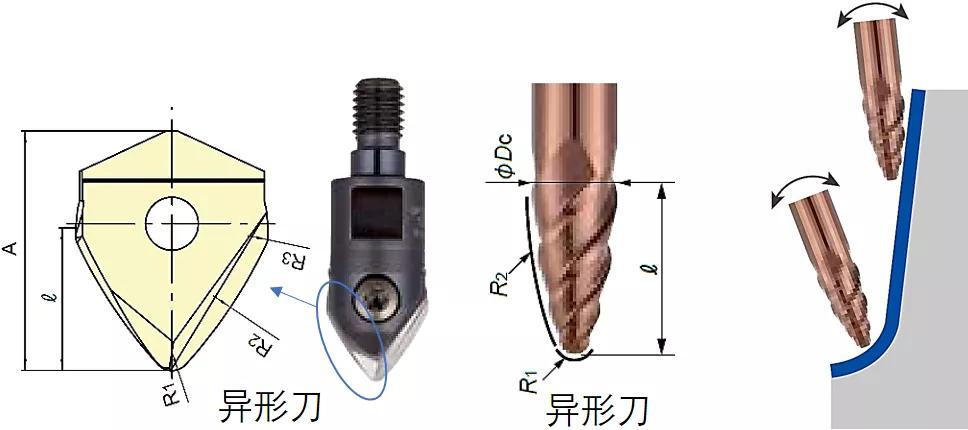
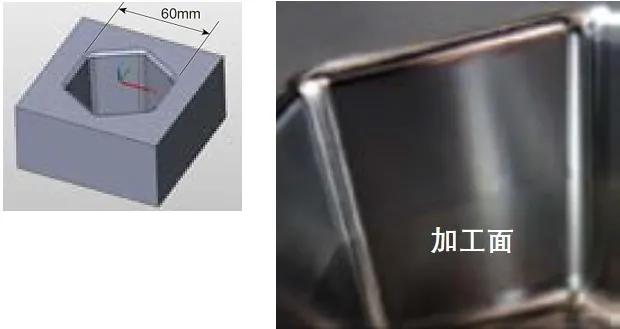
Verarbeitungsfall: Effizienzsteigerung um das 6-fache!
Material: YXR33 (58HRC)
Form und Größe: wie in der Abbildung unten gezeigt, Tiefe 30mm, Zugwinkel 2, Freiwinkel R3mm

Okay, das ist alles für den Editor hier zu teilen! Einige Schüler sagen, dass sie selbst nach dem Lesen eines Artikels immer noch nicht verstehen können, genau wie beim Fernsehen. UG-Programmierung gut zu lernen ist eigentlich sehr einfach, solange man systematisch von erfahrenen Leuten lernt, mehr mit Freunden, Kollegen und Klassenkameraden kommuniziert. Je härter du arbeitest. Der glücklichere! Bewegen Sie den kleinen Finger, um zu Ihrem eigenen Freundeskreis zu gelangen, um mehr Partner zu profitieren