English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

Die Kaltbearbeitung von Blechen ist der Prozess des Schneidens, Umformen, Verbindens und anderer Prozesse rund um Rohstoffe wie Bleche, Profile und Rohre. Es hat seine eigenen Verarbeitungseigenschaften und Eigenschaften und bildet so seinen eigenen einzigartigen Verarbeitungsarbeitsinhalt, Produktionsprozess und Betriebsstandards.
Der spezifische Arbeitsinhalt der Blechbearbeitung hängt mit der Struktur und Komplexität von Blechbauteilen zusammen.
Das Verständnis von Blechteilzeichnungen ist Voraussetzung für die Blechbearbeitung. Nur durch das Verständnis von Teilezeichnungen können wir die Struktur der Teile weiter analysieren und klären, die Form, Zusammensetzung, Abmessungen und relevante technische Anforderungen der Bauteile verstehen und mit der anschließenden Bearbeitung fortfahren. Blechteilzeichnungen sind nicht nur Grundlage für die Verarbeitung, sondern auch Grundlage für die Produktprüfung und wichtige technische Dokumente in der Produktion.
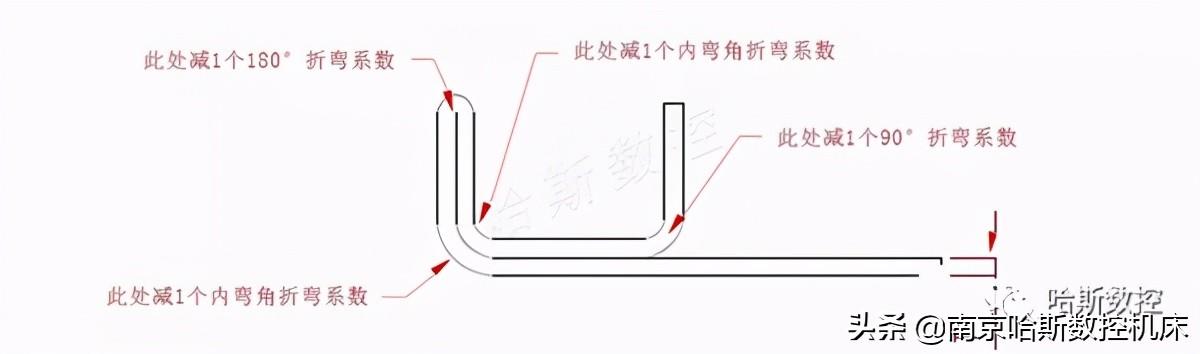
Auf der Grundlage des Verständnisses der Blechteilzeichnung sollte das Entfaltlayout auf dem Materialtyp, den strukturellen Eigenschaften, der Form und den Größenanforderungen des Blechbauteils basieren. Nach der Analyse und Auswahl des Herstellungsprozesses sollte eine angemessene Verarbeitung an dem verarbeiteten Bauteil durchgeführt werden (z. B. Hinzufügen von Bearbeitungszulagen, Bestimmung des Biegeradius der neutralen Schicht des gebogenen Bauteils usw.) und notwendige Berechnungen (für Teile mit zu komplexen Berechnungen können sie auch durch Experimente in der Produktion bestimmt werden) und Entfaltung sollte durchgeführt werden, um das Entfaltdiagramm zu erhalten (d. h. das Entfaltdiagramm), Entfaltdaten, Markierung oder Inspektionsvorlage aller oder des Teils der Teile in einem genauen Verhältnis gezeichnet im Herstellungsprozess:1. Das Ausfalten und Layout ist der erste Prozess der Blechbearbeitung und im Wesentlichen auch einer der Arbeitsinhalte der Formulierung von Prozessspezifikationen (Prozessdokumente, die den Herstellungsprozess und die Arbeitsweise von Blechbauteilen spezifizieren).
Die Erstellung von Prozessspezifikationen gehört zur produktionstechnischen Vorbereitung von Blechbauteilen, die in der Regel durch Ingenieur- und Technikpersonal abgeschlossen wird. In verschiedenen Branchen und Unternehmen unterschiedlicher Größenordnung kann die Erstellung von Prozessspezifikationen jedoch je nach Komplexität der Komponenten leicht variieren, oder es kann Situationen geben, in denen Kaltblech-Techniker oder leitende Kaltblech-Arbeiter für die Fertigstellung verantwortlich sind. Normalerweise müssen gewöhnliche Kaltbearbeiter nur die Aufgaben des Markierens (Markierens) des aufgeklappten Layoutdiagramms der bearbeiteten Bauteile erledigen, Musterstäbe, Schablonen usw. basierend auf relevanten technischen Dokumenten wie aufgeklappten Layoutdiagrammen erstellen.
Panorama
3. Produktion und Verarbeitung: Basierend auf relevanten Blechverarbeitungstechnologiedokumenten werden verschiedene Blechverarbeitungsgeräte und Werkzeuge verwendet, und verschiedene Verarbeitungsmethoden (einschließlich Wärmebehandlung, Oberflächenbehandlung usw.) werden angenommen, um Produkte herzustellen, die die Anforderungen von Blechteilzeichnungen erfüllen.
Normalerweise umfasst der Herstellungsprozess der Blechbearbeitung hauptsächlich die Prozesse der Materialvorbereitung, des Layouts, der Verarbeitung, der Montage, der Verbindung, der Korrektur und der Inspektion. Materialvorbereitung bezieht sich hauptsächlich auf die Herstellung von Rohstoffen und Bauteilrohlingen, einschließlich Qualitätsberechnung von Stahl und Nivellieren und Richten. Wenn die Größe des Knüppels größer als die erforderlichen Spezifikationen des Rohstoffs ist, ist auch Spleißen notwendig, und die Materialvorbereitungsarbeiten umfassen Markierungen, Schneiden und Verbinden. Layout ist das Zeichnen eines Layoutdiagramms basierend auf der mechanischen Zeichnung des Produkts, um die tatsächliche Form und Größe der Teile oder Produkte zu bestimmen, um eine Probe zu machen und die Probe zu verwenden, um Verarbeitungslinien, verschiedene Positionslinien usw. (d.h. Markierung) auf den Rohstoffen (oder Rohlingen) zu zeichnen. Schneiden ist das Trennen von Teilen oder Zuschnitten von Rohstoffen mit Methoden wie Scheren, Stanzen oder Gasschneiden, basierend auf der Linienform, die während der Markierung gezeichnet wird. Entsprechend den unterschiedlichen Anforderungen der Teile müssen einige Rohlinge noch Stanzen und andere Methoden durch Formen durchlaufen, bevor sie verarbeitet und geformt werden können. Während der Umformung kann es in Biegefertigung und Pressformung nach verschiedenen Eigenschaften unterteilt werden und weiter in Kaltumformung und Warmpressumformung nach verschiedenen Temperaturen während der Umformung unterteilt werden.
Die Montage und Verbindung von Stahlkonstruktionen umfasst die Montage verschiedener Stahlkonstruktionskomponenten in Teile oder Produkte und die Verbindung als Ganzes durch Schweißen, Nieten, Bolzenverbindungen und andere Methoden. Der gesamte Montageprozess von Stahlkonstruktionen muss sorgfältigen und strengen Qualitätskontrollen unterzogen werden, um jegliche Beeinträchtigung der Produktqualität durch unqualifizierte Materialien, falsche Prozessspezifikationen oder Teile oder Komponenten, die nicht den Toleranzanforderungen entsprechen, zu verhindern.
Wenn Verformungen in Teilen, Komponenten und Produkten während der Inspektion festgestellt werden, werden in der Regel bestimmte Korrekturarbeiten durchgeführt, die auch ein wichtiges Merkmal der Stahlkonstruktionsherstellungstechnologie ist.
Um die korrosionsbeständigen, verschleißfesten, dekorativen und anderen Funktionen der Bauteiloberfläche zu verbessern, müssen die Bauteile, die die Produktion und Verarbeitung abgeschlossen haben, häufig einer nachträglichen Beschichtungsbehandlung unterzogen werden (hauptsächlich Galvanik, Lackierung usw.). Um die Qualität jedes Verarbeitungsschrittes und des Endprodukts der Komponenten sicherzustellen, müssen strenge Inspektionssysteme implementiert werden (einschließlich Selbstkontrolle durch den Verarbeiter selbst und spezialisierte Inspektion durch spezielle Inspektoren).
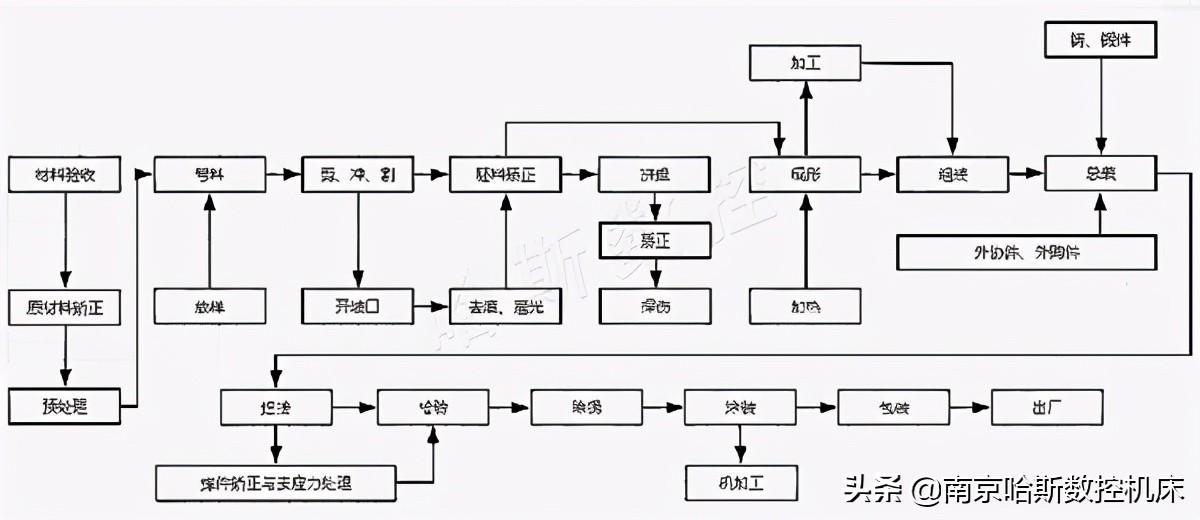
Der Prozessfluss der Blechbearbeitung bezieht sich auf den gesamten Prozess der allmählichen Änderung der Form, Größe, Materialeigenschaften oder Montage und Schweißen von Teilen in einer bestimmten Reihenfolge während des Produktionsprozesses, bis ein Blechteil hergestellt wird, das die Form und Größenanforderungen erfüllt. Für ein komplexeres Strukturteil müssen seine Produktion und Verarbeitung im Allgemeinen viele Prozesse durchlaufen, wie Materialvorbereitung, Entfaltung und Layout, Schneidrohlinge, Umformung und Montage abgeschlossen werden. Aufgrund der Tatsache, dass Kaltarbeitsblechbearbeitung häufig mit Schweißen, Metallschneiden, Wärmebehandlung und Inspektionsverfahren kombiniert wird, um einen vollständigen Produktherstellungsprozess zu bilden, umfasst sein Verarbeitungsfluss oft die oben genannten Bearbeitungsschritte, wie im Flussdiagramm unten gezeigt.
000 @ 000 Prozessdiagramm
Der Prozessablauf ist ein wichtiges technisches Dokument, das den gesamten Prozessablauf steuert, Produktion und Verarbeitung organisiert und steuert. Für die Teilebearbeitung, die nicht in einer Werkstatt oder gar in einer Fabrik abgeschlossen wird, ist sie auch eine wichtige Grundlage für den Ablauf von Prozessen, Arbeitsteilung und Zusammenarbeit sowie gegenseitige Verbindung und Zusammenarbeit zwischen verschiedenen Werkstätten.
Da der Prozessfluss der gesamte für jedes Bauteil im Bauteil vorgegebene Weg vom Rohstoff bis zur Fertigstellung des gesamten Bauteils ist, wird er auch als Prozessweg bezeichnet.
Die Prozessspezifikation für die Blechbearbeitung legt den Bearbeitungsfluss der Teile fest, während der spezifische Bearbeitungsinhalt durch die Prozessspezifikation gesteuert und gesteuert wird.
Die Prozessspezifikation ist ein technisches Dokument, das den Produktionsprozess von Teilen leitet. Es wird von Prozesstechnikern anhand der Anforderungen der Produktzeichnungen, der Eigenschaften des Werkstücks, der Produktionscharge und der vorhandenen Ausrüstung und Produktionskapazität des Unternehmens ausgewählt. Nach sorgfältiger umfassender Analyse und Vergleich mehrerer möglicher Prozessschemata ist das optimale Prozessschema technisch machbar und wirtschaftlich vertretbar. Im technischen Dokument sind der für das Teil verwendete Rohling, seine Verarbeitungsmethode und spezifische Bearbeitungsmaße angegeben; Art, Menge, Reihenfolge und Qualitätsanforderungen jedes Prozesses; Ausrüstungsmodelle und Spezifikationen, die in jedem Prozess verwendet werden; Die Form der Bearbeitungswerkzeuge (wie Hilfswerkzeuge, Schneidwerkzeuge, Formen usw.), die in jedem Prozess verwendet werden; Qualitätsanforderungen und Prüfmethoden für jeden Prozess. Im Allgemeinen erfordert die Blechbearbeitung bei großen und komplexen Blechbauteilen oft die Zusammenarbeit professioneller Mitarbeiter wie Schweißer und Kranführer. Bei Blechbauteilen, die direkt mit Druckverarbeitungstechniken bearbeitet werden (wie Pressen, hydraulische Pressen usw.), wird sie oft als Stanzarbeit bezeichnet. Für die Verarbeitungstechnologie, die Schweißen für die Bauteilmontage verwendet, wird sie oft als Schweißtechnik bezeichnet, während für den Montageprozess, der sowohl mechanische Bearbeitung als auch Schweißen, Nieten und andere Verarbeitungstechnologien erfordert, es direkt als Montagetechnik oder Niettechnologie bezeichnet wird.
Es sei darauf hingewiesen, dass die Prozessspezifikationen nicht festgelegt sind und in der Produktionspraxis kontinuierlich verbessert und perfektioniert werden müssen. Ihre Rationalität variiert je nach Unternehmen, Produktionsbedingungen und sogar dem technischen Niveau der verschiedenen Betreiber. Ein allgemeiner Grundsatz ist jedoch, dass die Vorbereitung von Verfahrensverfahren den technologischen Fortschritt, die Durchführbarkeit im Prozess und die Rationalität in der Wirtschaft unter Beibehaltung guter Arbeitsbedingungen gewährleisten sollte.
Wie im Prozessdiagramm gezeigt, ist das Teil der Handradkörper eines bestimmten Unternehmens Produkt, hergestellt von 2mm dick LF3-M (5A03).Die Produktionscharge ist groß, und es ist erforderlich, dass nach der Formung des Teils keine offensichtliche Verdünnung der Materialdicke oder Risse nach Inspektion gibt. Die Schneid- und Schneidprozesskarte im Bild ist der Schneid- und Schneidprozess. Da die Teile hauptsächlich durch Verwendung einer Pressenmaschine mit entsprechenden Formen abgeschlossen werden, wird die nachfolgende Verarbeitung Stanzverarbeitung genannt. Die Stanzprozesskarte und das Prozessdiagramm auf dem Bild sind die Stanzverarbeitungstechnologie des Teils.
Der Grund für die Implementierung des Code-Managements für Formen und Messwerkzeuge (Lehren, Proben) in der Prozesskarte ist, die Produktions- und technische Managementanforderungen von Formen und Messwerkzeugen zu erleichtern. In ähnlicher Weise organisieren einige Unternehmen für die Bedürfnisse der Produktion und des technischen Managements normalerweise das Schneiden von Stanzteilen und anderen Materialien als unabhängige Werkstatt, und ihre Stanzverarbeitungsbetriebshandbücher werden auch kollektiv als Schneidkarten bezeichnet. Einige Unternehmen können, basierend auf ihren eigenen Eigenschaften, das Schneiden von Stanzteilen mit der Stanzwerkstatt integrieren, und in diesem Fall können Schneidkarte und Stanzkarte auch zu einem kombiniert werden.
000 @ 000 Schneidprozesskarte
000 @ 000 Stamping Process Card
000 @ 000 Prozessdiagramm
000 @ 000 Blechstanzprozess Spezifikation
Generell wird die Bearbeitungstechnik aller Blechteile oft nicht durch eine einzige Schneid- und Stanzwerkstatt ergänzt. Viele Teile können auch mit mechanischer Bearbeitung, Wärmebehandlung, Oberflächenbehandlung usw. abgewechselt werden. Werkstattübergreifende und abteilungsübergreifende Betriebsführung wird jedoch in verschiedenen Branchen aufgrund unterschiedlicher Produktionsprodukte und Verarbeitungsgewohnheiten, insbesondere bei der Bearbeitung von Blechbauteilen mit geringen fachlichen technischen Anforderungen und geringer Komplexität, häufig eine umfassende Prozessspezifikation zusammengestellt, um die Produktion zu leiten. Die Blechstanzprozessspezifikation ist die Stanzprozessspezifikation für die Rahmenkante (hergestellt aus 1.5mm LF12M Material) auf dem Produkt eines bestimmten Unternehmens.