English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Analyse von Blechbearbeitungs-, Montage- und Schweißprozessen
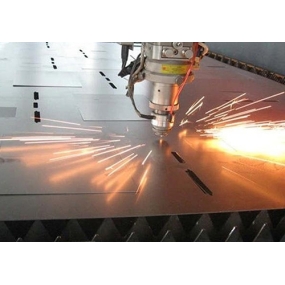
Die Blechbearbeitung ist in der Produktion der mechanischen Industrie sehr verbreitet und ein wichtiger Bestandteil der mechanischen Fertigung. Sie hat ein breites Anwendungsspektrum in Bereichen wie Automobil und Luft- und Raumfahrt. Sie bestimmt direkt das Aussehen der Maschine und spiegelt deren Reife wider. Mit der rasanten Entwicklung der mechanischen Fertigungsindustrie ist die Form von Blechteilen immer komplexer geworden. Die Berechnungs-, Biege-, Schweiß-, Sprüh- und andere Verarbeitungsprozesse bei der Entwicklung von Metallwerkstoffen bestimmen direkt, ob Blechteile ein gutes Aussehen, ausreichende Festigkeit und notwendige Genauigkeit haben können. Daher ist die genaue Berechnung seiner entfalteten Größe zur Hauptaufgabe in der Blechkonstruktion geworden, und Blechbiegen ist ein sehr wichtiger Prozess in der Blechbearbeitung. Die Qualität des Biegeprozesses beeinflusst direkt die Größe und das Aussehen der Teile, insbesondere die Qualität der nachfolgenden Montage- und Schweißprozesse. Dieser Artikel analysiert die Blechentfaltungsberechnung, Biegeprozess, Schweißen, Sprühen und andere Prozesse aus der Perspektive der Technologie, kombiniert mit dem tatsächlichen Produktionsprozess, und schlägt Lösungen für die Probleme vor.

Vor Beginn der Biegearbeiten ist es notwendig, die Abmessungen jedes Teils nach dem Entfalten genau zu berechnen, sowie die Position seiner Schlitze oder Löcher auf der Zeichnung. Dies soll das Problem der Differenz zwischen der Lochposition und der Gesamtgröße lösen, die durch Laserschneiden verursacht wird, das die Toleranz überschreitet. Das äußere Material verlängert sich unter dem Biegemoment der inneren Metallplatte, aber die Länge der neutralen Schicht ändert sich nicht zwischen Spannung und Kompression. Daher entspricht die Berechnung der ungefalteten Länge von Blechteilen im Allgemeinen der Berechnung der Länge der neutralen Schicht. Die tatsächliche Länge von Blechbauteilen ist die Summe ihrer geraden Länge und neutralen Schichtlänge. Die Länge der charakteristischen Schicht hängt eng mit der Art, Dicke und Form des verwendeten Materials zusammen. Bei der tatsächlichen Verarbeitung ist die Berechnung des Biegeradius jedoch aufgrund der Tatsache, dass die Form und der Biegeradius von Blechteilen gleich sind, ein einfacher Algorithmus ohne besondere Anforderungen, und die tatsächliche Größe des Biegeradius wird grundsätzlich ignoriert. Unten ist 90. Vereinfachte Berechnungsmethode für gekrümmte Teile. Die einfache Berechnungsformel lautet wie folgt: L=d1+d2-a
Unter ihnen ist L die ungefaltete Länge, und d1 und d2 sind 90. Beim Biegen sind die beiden rechtwinkligen Kanten des Teils seine Gesamtgröße und a ist sein Biegekompensationswert. Dieser Algorithmus eignet sich für die meisten Blechbiegeteile in der Blechbearbeitung, besonders wenn der Biegeradius zwischen 0.5mm und 2mm liegt und die Blechdicke kleiner als 2.5mm ist, ist die Berechnung sehr bequem.
In der tatsächlichen Produktion und Lebensdauer ist jedoch in den meisten Fällen der Biegeausgleich von Blechteilen unbekannt. An dieser Stelle ist es notwendig, zu verwenden“ Prüfbiegen; Verfahren zur Ermittlung des Biegeexpensationswertes. Der spezifische Vorgang ist wie folgt: Zuerst schneiden Sie mit einer Werkzeugmaschine zwei quadratische Materialien gleicher Größe vom Lieferanten des zu prüfenden Materials, dann messen Sie genau die Maße in beide Richtungen und biegen Sie sie dann in paralleler und senkrechter Richtung. Nach dem Biegen messen Sie die Länge der beiden geraden Kanten. An diesem Punkt ist der Biegeausgleich der Länge von zwei rechten Winkeln und der Länge des ursprünglichen quadratischen Materials, das die Kompensationswerte des Rohmaterials in alle Richtungen erhalten kann.